全部
企业
产品
专题
图片
视频
论坛
新闻
柴油机采用电喷技术后,得到了节能、高效、环保及方便维修的肯定评价,但众多用户却抱怨电喷发动机故障频发,换件费用高昂。电喷发动机的常见故障是启动困难,动力下降,更换一次喷油器或供油泵,动辄花费数万元。究其原因,流行的说法是“车油不配套”,国产柴油机质量差。笔者认为关键在于柴油提炼出厂后,污染问题没处理到位。 世界燃油组织(WWFC)确认,全球有一半的燃油在零售过程中,没有达到 ISO18/16/13
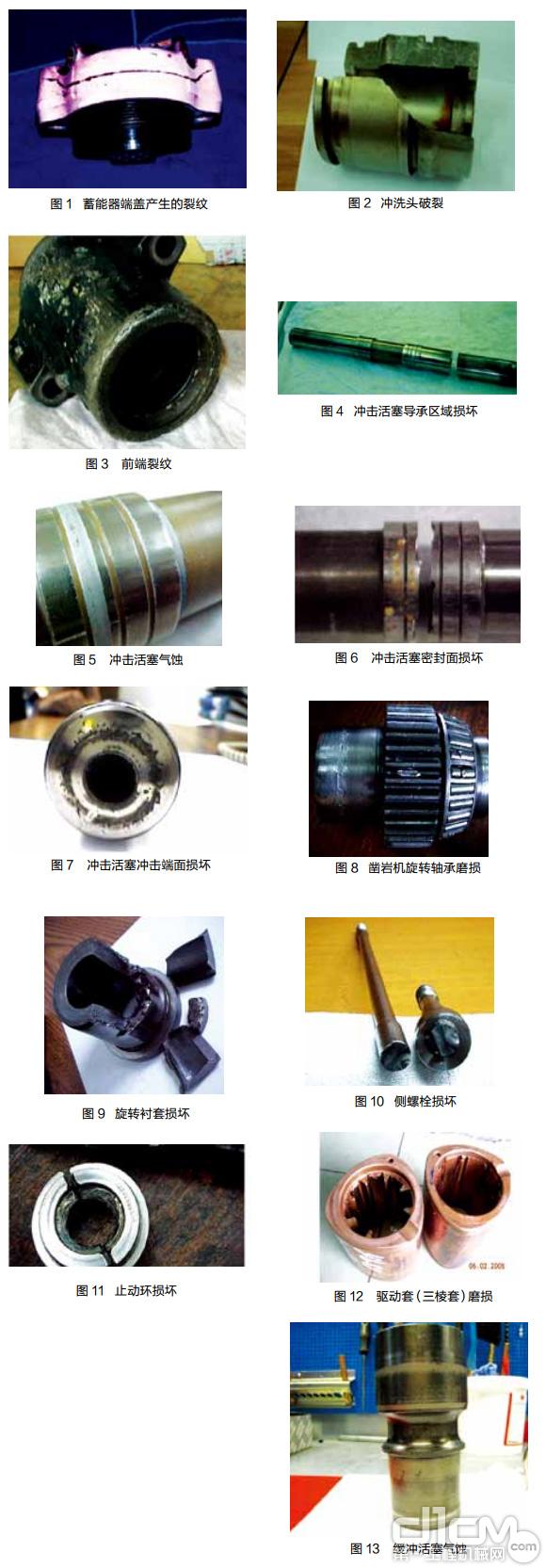
液压凿岩机是一种岩石孔钻凿设备,具有冲击、回转、推进、冲洗等多种功能,用于炮孔或锚杆孔的成孔施工。液压凿岩机结构比较复杂,因此其零部件损坏原因也比较复杂。本文对液压凿岩机主要零部件损坏的原因进行分析。 1. 蓄能器端盖裂纹 蓄能器端盖产生的裂纹如图 1 所示,产生裂纹有以下 3 个方面的原因: 一是检查蓄能器压力的方法不当。对蓄能器压力的检查不能过于频繁,这是因为检查时容易造成蓄能器气囊中氮气泄漏
日前,由河北冀州市宏泰金属复合材料厂研发的“金属复合材料精密双端面磨新工艺”通过在工程机械耐磨零部件制作上的成功应用,使生产的工程机械齿轮泵专用CB-F、CBT、CBH等糸列零部件精度提高45%以上,创出了国内同类产品先进水平。到10月份,该公司为用户提供的近300万件金属复材耐磨零部件无次品,成了众多工程机械生产厂家的独家直供商。 为了提升金属耐磨复合材料“含金量”,实现机械装备节能降耗、质量优
引言:公路建设飞速发展,越来越多的沥青路面逐步进入维修期或大修期,在路面维修养护过程中,将产生大量的废旧沥青混合料(简称RAP)。这种材料,随意处置或丢弃会对环境造成污染;而对于公路建设施工来说,却是一种非常有价值的原材料。通过合理的方式加以回收利用,可节省大量的施工原材料成本,有效避免了材料的浪费和环境污染,具有非常重要的经济和社会意义。 沥青混合料厂拌热再生设备研发新思路 大量的生产实践表明
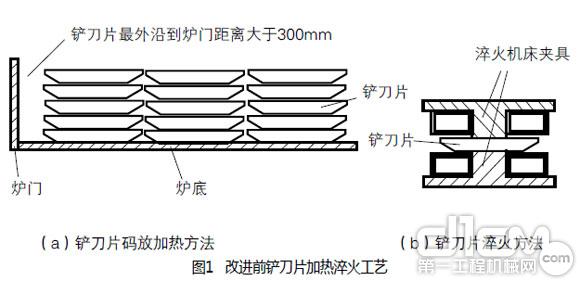
1.改进前的加热淬火工艺 改进前,推土机铲刀片加热淬火工艺采用箱式电阻加热炉加热。箱式电阻加热炉利用电阻元件把电能转变成热能,将铲刀片在炉内加热并保温。保温完成后将铲刀片出炉,用淬火机床冷却铲刀片,完成淬火工艺。以D60型推土机铲刀片为例,每件铲刀片质量约38.6kg。按照工艺规范要求,箱式电阻加热炉只能码放15件铲刀片,摆放方法如图1a所示。铲刀片在炉内需升温3h,才能使每件铲刀片达到设定温度。
十字铰接支架是振动压路机前、后两部分的重要连接部件,其主要由支架1、球铰轴承(2、6)、十字轴3、向心关节轴承4、端盖5及转向架7(分上、下)等零件组成,如图1所示。该铰接支架均采用滑动轴承,在满足其使用要求的情况下,可大幅度降低制作成本。 1. 原加工工艺缺陷原加工工艺如下:先将支架1和端盖5(见图2)单独加工成型,然后将十字铰接支架各个零件组装为一体。支架1和端盖5上各有1个轴承座孔,由于各
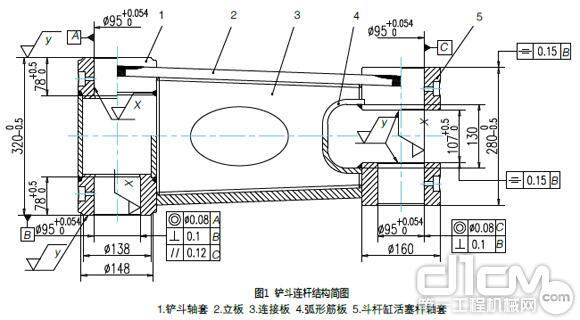
挖掘机铲斗连杆尺寸较大,在镗铣加工中心上加工时,辅助调整时间过长,镗孔过程中容易出现振刀现象,难以加工出合格产品。为此,我们研制出一种铲斗连杆新型镗铣加工工装。1.工件的工艺性 铲斗连杆由铲斗轴套1、立板2、连接板3、弧形筋板4、斗杆缸活塞杆轴套5等组成,如图1所示。铲斗轴套1和斗杆缸活塞杆轴套5为机加工件,其材料为20号钢。铲斗轴套1和斗杆缸活塞杆轴套5上的ф95H8孔单边加工余量为5mm,尺寸
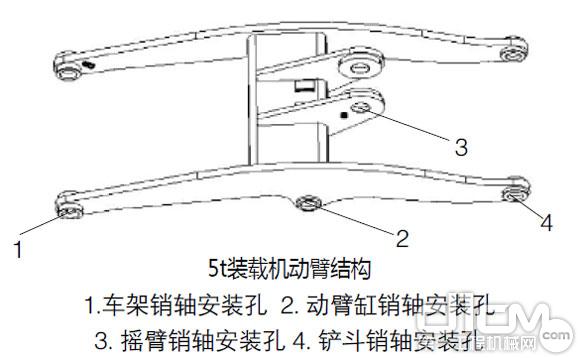
装载机动臂是装载机工作装置的重要组成部分,与前机架、摇臂、动臂提升缸、铲斗相连接。装载机动臂的加工主要是针对机架销轴安装孔1、动臂缸销轴安装孔2、摇臂销轴安装孔3和铲斗销轴安装孔4进行加工,如附图所示。本文以采用双头镗床加工某厂5t装载机动臂为例,简述其加工要点。 1.刀具选择 动臂上毛坯孔的切削余量一般为8~10m m。加工毛坯孔一般采用“三加一”的组合方式进行切削,即粗镗、半精镗、倒角和精镗
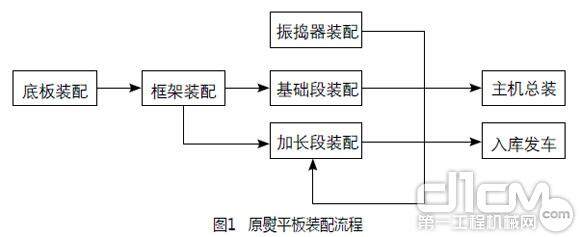
熨平板是摊铺机的主要工作装置,其结构复杂,零件多,装配技术要求高。传统装配摊铺机熨平板模式为固定工位拼装,在产量不大的情况下,这种装配模式尚可满足生产要求。随着摊铺机市场需求的扩大以及国产化程度的提高,传统装配模式已经无法满足产能和装配质量的要求,因此出现了流水线装配模式。1. 固定工位装配模式 熨平板分为机械拼装式和液压伸缩式,其装配时固定工位分成5个,分别是振捣器装配、底板装配、框架装配、基础
结合Smart汽车起重机探讨工程机械设计策略 在产品设计领域,概念产品设计被理解为内容最丰富、最深刻、最前卫、最能代表世界科技发展和设计水平的产品。概念产品的展示,是世界各大公司借以展示其科技实力和设计理念的最重要的方式。 目前,在我国工程机械行业产品开发过程中, 鲜有面向未来的、基于终端用户需求的设计案例。利兰兰利工作室从市场与用户反馈的信息中,结合未来社会经济发展趋势,设计了一款名为Smart
在产品设计领域,概念产品设计被理解为内容最丰富、最深刻、最前卫、最能代表世界科技发展和设计水平的产品。概念产品的展示,是世界各大公司借以展示其科技实力和设计理念的最重要的方式。 目前,在我国工程机械行业产品开发过程中, 鲜有面向未来的、基于终端用户需求的设计案例。利兰兰利工作室从市场与用户反馈的信息中,结合未来社会经济发展趋势,设计了一款名为Smart的小型城市汽车起重机产品。 结合
为保证焊接构件性能与质量,提高焊缝金属的塑性,消除或减少焊接残余应力,防止产生裂纹,必要时需对焊接构件进行热处理。根据热处理工序与焊接工序的先后顺序,常把焊接构件的热处理分为预热处理、后热处理和焊后热处理3种。 1.预热处理 预热处理是在焊接前对结构件进行整体或局部加热。其目的是减缓焊接接头加热时温度梯度及冷却速度,适当延长焊接接头从800 ℃降到500 ℃ 的冷却时间,以利于焊缝中氢的逸出,减少
造成变速器异响的原因很多,如箱体和齿轮的加工精度、座孔中心线平行度、同组座孔同轴度、轴承游隙、压装变形等,都可能造成变速器异响。对于传递扭矩的齿轮,还会受到载荷、速度等因素的影响。本文重点分析变速器齿轮、箱体、行星架加工误差的不良影响,并提出相应的预防措施。 1.齿轮加工 (1) 齿形误差 齿轮齿形误差就是实际齿轮轮廓和理论轮廓之间的偏差,有压力角误差和齿形误差2种。齿轮加工的齿形误差主要是由于齿
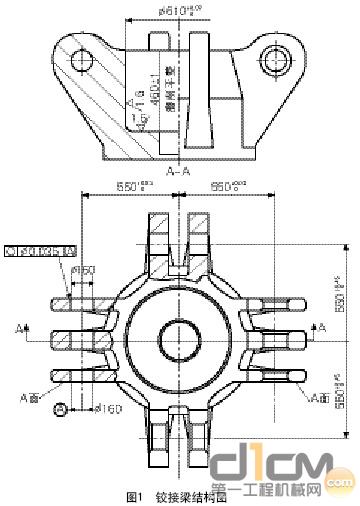
图1所示的工件为某矿山机械关键零件铰接梁,该工件的对称位置有4组孔,每组孔的形位精度及尺寸精度均要求较高,因此加工时有一定难度。在采取常规镗削方法加工上述每组孔时,如果采用调头加工的办法,由于工件校正、机床回转精度等因素的影响,很难保证每组孔的尺寸和位置精度,且加工效率低,所以,应采用不调头的方法加工上述各孔。由于工件尺寸较大,主轴及刀杆伸出较长,容易产生加工振动及刀具甩偏,无法确保每组孔的加工精
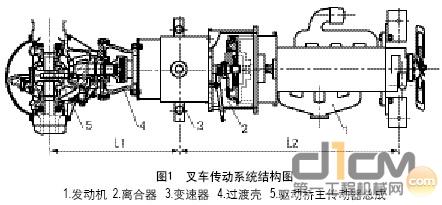
一台4 t叉车配装4L-121000W型变速器,在使用中发生过渡壳断裂,并进一步引起变速器支座与车体焊接处开裂,造成严重的质量事故。 1.传动系统的结构特点 该叉车传动系统的连接顺序为发动机、离合器、变速器、过渡壳、主传动器壳和驱动桥壳,采用刚性连接、三点支承(见图1)。三点支承中,前支承为铰接浮动支承,变速器处为可调支承,后部通过过渡壳与驱动桥主传动器总成连接。这种连接方式的优点是:避免因过定
旋挖钻机使用的国产钢丝绳每根的平均使用寿命为施工进尺800~1 000 m,最长达3 500 m,最短仅15 m。 合理优选钢丝绳,首先必须了解旋挖钻机使用钢丝绳的种类和特点。要针对不同机型的额定提升能力确定钢丝绳的类型和直径,以保证设备在施工过程中的安全。 1.钢丝绳类型的选择 旋挖钻机使用的钢丝绳一端用楔固定在卷扬机的卷筒上,另一端固定在钻杆上端的提引器上。在动力头带动钻杆旋转钻进施工过
工程机械的某些管类工件(见图1),当外圆、端面加工完成后,需将其一端进行平底或圆头封口。以往的封口工艺是在一头镶堵头并进行焊接,此法的缺点是,要单独加工堵头零件,且需要专用焊接设备,增加了制造成本,加工周期延长;镶堵头进行焊接时,容易造成零件产生焊接应力和变形;需要专门工序清理焊接时飞溅的焊渣及焊缝;当工件处于加压使用状态时容易造成“卸压”,焊缝质量不易控制。改进后,先车削外圆,然后直接在车床上采
1.内六角快速扳手 这种扳手用于内六角螺栓的快速拆装。在现有的修理工具中,还没有内六角扳手能配合电动工具作业。例如:拆装挖掘机回转马达时,用普通内六角扳手拆装速度太慢。改制方法:将内六角扳手与套筒头焊接即成。改装后可配合电动工具进行拆装作业,也可配合套筒弯头手柄进行拆装作业。 2.挖掘机中央回转接头拆装托架 74式挖掘机中央回转接头常出现的故障是O形密封圈损坏,造成相邻两槽之间泄漏,应拆开更换密
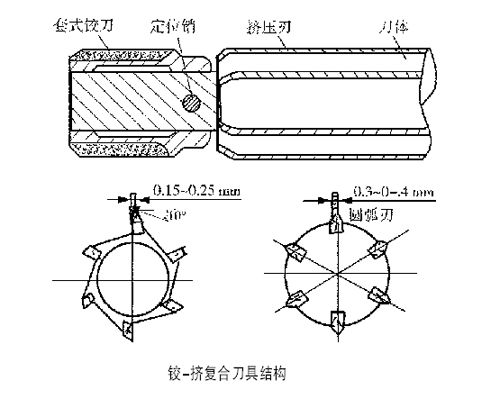
国外柴油机缸体挺柱孔的加工工艺为:钻→倒角→抢铰→浮动铰;本厂b1101A缸体挺柱孔的加工工艺为:钻→倒角→扩→粗铰→精铰,用组合机床完成。在这一加工工艺过程中,虽然能保证挺柱孔的尺寸精度、位置精度及表面粗糙度的要求,但孔表面的物理、机械性能无法保证。而这一性能对承受摩擦的零件的使用寿命影响很大,因此有必要进一步提高挺柱孔的表面质量。提高孔表面的物理、机械性能的方法是:滚压加工或挤压加工,对孔径较
在压路机等施工机械中,有一些典型的锥孔类零件(见图1),其锥孔的孔径大且较深,若在卧式镗床上对其进行加工,则零件的加工精度和加工效率都难以得到保证,将严重影响部件的装配质量。 图1 带锥孔的零件 (1)零件的加工工艺分析该零件的材料为ZG310-570,其加工难点主要在零件内孔中的锥孔部分。以前的加工方法是:首先按照零件锥孔小端的直径尺寸镗削出直孔,然后用锥铰刀粗铰锥孔,在装配时再用精铰刀手工
在拖式混凝土泵车的结构中有一些细长轴类零件,紧固杆即为其中之一。该零件材料为45#钢,直径为32mm、长为1800mm,其长径比达60∶1左右,由于其刚性差,在加工外圆时工件会出现弯曲和振动,给切削加工带来困难,并且不易获得良好的加工精度及粗糙度。为此,我们制定了一套适用于该零件的加工工艺,从而保证该零件能达到设计的精度要求,并可极大地提高加工效率。1.工艺方案的确定(1)工艺分析与工艺方案的制订
将低碳进行到底:2024法国展专题报道
行业风向标:2024两会专题报道
思睿观通,识微见几:期待您的睿见
BICES 2023专题报道
海伦哲高空作业车体验
卡特彼勒用服务提升价值
徐工首席服务专家:程帅
专访协会租赁分会秘书长
欧历胜助力高机租赁企业
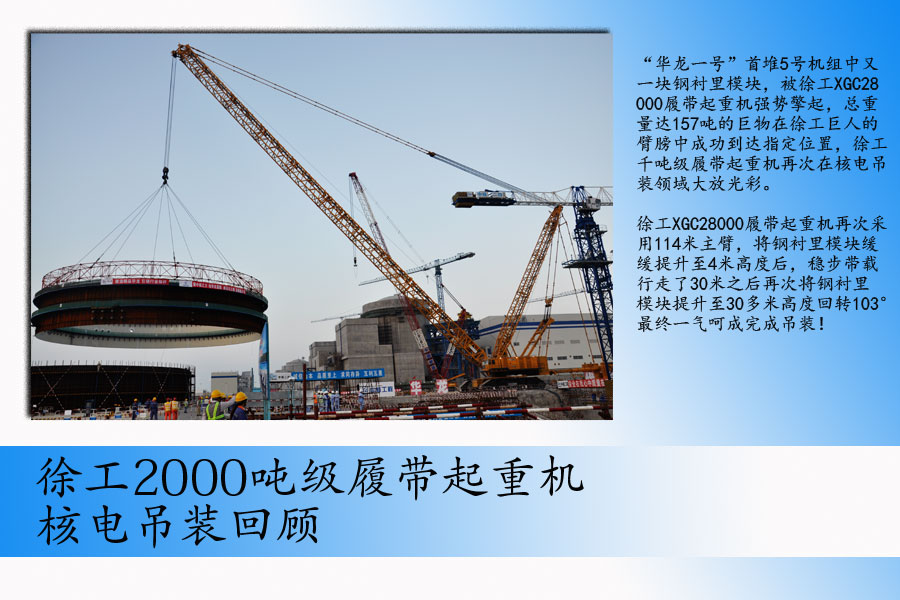
徐工起重机施工回顾
玉柴最美机手揭晓
十大最美公路
抗雾霾神器大导购