十字铰接支架是振动压路机前、后两部分的重要连接部件,其主要由支架1、球铰轴承(2、6)、十字轴3、向心关节轴承4、端盖5及转向架7(分上、下)等零件组成,如图1所示。该铰接支架均采用滑动轴承,在满足其使用要求的情况下,可大幅度降低制作成本。

1. 原加工工艺缺陷
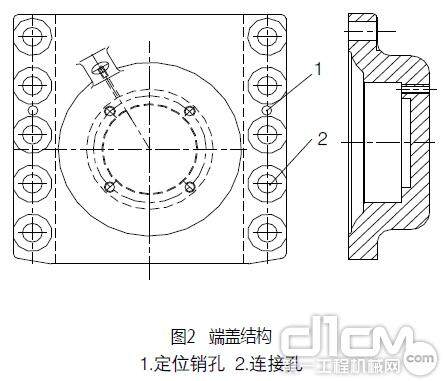
原加工工艺如下:先将支架1和端盖5(见图2)单独加工成型,然后将十字铰接支架各个零件组装为一体。支架1和端盖5上各有1个轴承座孔,由于各部件单独加工,造成其组装后的同轴度精度不高,导致轴承受力不均,承载能力变弱,很容易使轴承受到损伤。装配时,须先用2个定位销将支架1与端盖5定位,再用10条螺栓将端盖5与支架1紧固在一起。由于支架1和端盖5单独加工,且支架1上的螺纹孔与端盖5上的连接孔在加工过程中也存在一定误差,造成支架1与端盖5紧固在一起后,支架1上的轴承座孔与端盖5上的轴承座孔的同轴度精度进一步降低。
原加工工艺缺陷主要是不能保证支架1与端盖5装配时轴承座孔的同轴度精度。为实现铰接架批量生产、同时提高加工精度,我们决定对原加工工艺进行改进。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















