2. 改进措施
为满足十字铰接支架装配精度要求,经研究,决定在支架1和端盖5的加工中采取配对加工新工艺,如图1所示,具体方法如下:
(1)粗加工支架和端盖
粗加工支架1和端盖5时,其轴承座孔均留有2~3m m加工余量。另外,要以端盖5上的轴承座孔为定位基准,在钻床上使用钻模钻出端盖5上的10个连接孔。连接孔直径与支架上螺纹孔的底径尺寸相同。
(2)将支架和端盖配对
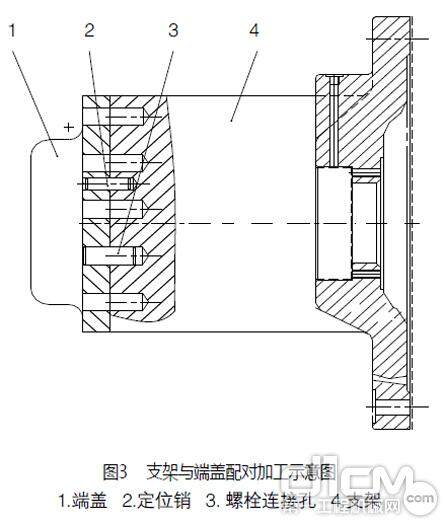
加工顺序为:将支架1与端盖5之间的配合面各加工一次,以便找平。1个支架配备1个端盖,加工时将其外形对齐后,用压板工具将端盖紧固在支架上。在规定位置钻出2个定位销孔(用于支架1和端盖5定位),并装上定位销(见图3),以端盖上的10个连接孔为钻模,依次钻出支架1上10个螺纹孔的底孔。选择其中2组底孔,装入2个定位销(临时用于增加连接强度)。如图3所示。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















