1.改进前的加热淬火工艺
改进前,推土机铲刀片加热淬火工艺采用箱式电阻加热炉加热。箱式电阻加热炉利用电阻元件把电能转变成热能,将铲刀片在炉内加热并保温。保温完成后将铲刀片出炉,用淬火机床冷却铲刀片,完成淬火工艺。
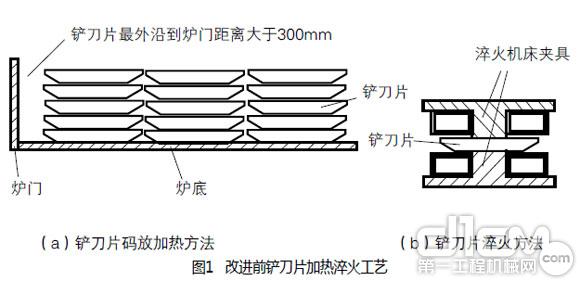
以D60型推土机铲刀片为例,每件铲刀片质量约38.6kg。按照工艺规范要求,箱式电阻加热炉只能码放15件铲刀片,摆放方法如图1a所示。铲刀片在炉内需升温3h,才能使每件铲刀片达到设定温度。保温1h使每件铲刀片热透后,将铲刀片出炉,利用水压淬火机床对铲刀片冷却淬火,可使铲刀片达到设计的硬度。铲刀片淬火方法如图1b所示。改进前铲刀片加热淬火工艺存在以下缺陷:
(1)工人的劳动强度大
装炉前,需2个工人同时将铲刀片抬起,将其放在箱式电阻加热炉门口码放好,再用叉车将码放好的铲刀片送入炉内。工件出炉时,工人须用夹钳、铁棍、钩子等特制工具将铲刀片从炉内取出,再将铲刀片抬到淬火机床上进行淬火。由于工件装炉或出炉时,炉温及铲刀片的温度达到870℃,极易灼伤装、出炉工人。
(2)氧化脱碳
铲刀片装炉后需要长时间升温、保温,由于箱式电阻加热炉的密封性不良,当空气进入炉内后,容易造成铲刀片表面氧化脱碳。氧化脱碳的铲刀片淬火时不容易淬透,容易出现表面硬度降低现象。
(3)效率低成本高
推土机铲刀片装炉后经升温、保温至出炉,所需时间大约为4h,每炉装入铲刀片数量仅为15件,每台箱式电阻加热炉每班只能完成2炉加热淬火。这种加热淬火工艺不仅效率低下,且耗费大量电能。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















