2.改进后的加热淬火工艺
改进后的推土机铲刀片加热淬火工艺采用中频淬火炉进行淬火。中频淬火炉应用电磁感应原理对铲刀片进行加热,当铲刀片通过电磁感应线圈时,在铲刀片内产生电感涡流,利用涡流流动时的电阻,对铲刀片进行加热。待加热到设定温度后,可利用淬火水槽对铲刀片进行喷水冷却。
淬火前,先调节好中频淬火炉的直流电压、直流电流、中频电压、托轮带动铲刀片移动的速度,以及淬火水槽喷水水压及水温等。
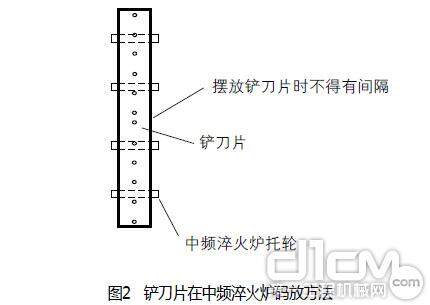
淬火时,用单臂起重机将铲刀片吊至中频淬火炉的托轮上。随着托轮的转动,铲刀片被送入电磁感应线圈内,如下图2所示。当铲刀片的表面产生感应电流后,其温度可迅速达到淬火温度。
随着托轮转动,铲刀片从电磁感应线圈移出,进入淬火水槽。水槽的喷嘴向铲刀片上喷洒冷却水,使铲刀片迅速冷却,从而使铲刀片达到淬火硬度。改进后铲刀片加热淬火工艺有以下优点:
(1)机械性能好
中频淬火炉采用电磁感应线圈加热,热量从铲刀片内部发出,加热温度高、速度快。加热后由托轮直接将其送入淬火水槽进行冷却,冷却速度快,易于使金属内部形成均匀的马氏体组织。铲刀片采用电磁感应线圈加热时间少,工件表面氧化脱碳少,可以将铲刀片淬透。淬火后工件表面的硬度高且硬度均匀。
我们从中频淬火炉淬火铲刀片和箱式电阻加热炉淬火铲刀片中各抽取3个进行屈服强度、抗拉强度、伸长率、收缩率、晶粒度、冲击韧性等机械性能试验,试验后取平均值,其结果如附表所示。

由以上数据可以看出:铲刀片淬火工艺由箱式电阻加热炉淬火改为中频淬火炉淬火后,铲刀片的硬度、抗拉强度、伸长率、收缩率、结粒度和冲击韧性都有所提高,而且铲刀片内形成的马氏体组织细密,工件的抗疲劳强度和耐磨性得到了有效提高。试验结果表明:中频淬火炉加热淬火生产的铲刀片,在机械性能方面优于箱式电阻加热炉淬火铲刀片。
(2)劳动强度与危险性降低
用中频淬火炉对铲刀片淬火时,铲刀片的码放用单臂起重机吊运,不需用人力码放,劳动强度大大降低。铲刀片经加热后,由中频淬火炉的托轮直接将其送入淬火水槽内,不用人力挪动,危险性减小。
(3)效率高成本低
采用中频淬火炉加热D60型推土机铲刀片,平均每件铲刀片所需加热时间约为8min,每台中频淬火炉每班可完成100多片。由此看出,采用中频淬火炉加热淬火,单位时间内加热的工件多、耗能少、成本低,不仅提高了生产效率,经济效益也很明显。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















