图1所示的工件为某矿山机械关键零件铰接梁,该工件的对称位置有4组孔,每组孔的形位精度及尺寸精度均要求较高,因此加工时有一定难度。
在采取常规镗削方法加工上述每组孔时,如果采用调头加工的办法,由于工件校正、机床回转精度等因素的影响,很难保证每组孔的尺寸和位置精度,且加工效率低,所以,应采用不调头的方法加工上述各孔。由于工件尺寸较大,主轴及刀杆伸出较长,容易产生加工振动及刀具甩偏,无法确保每组孔的加工精度,所以必须通过设计专用镗孔夹具才能解决上述加工难题。
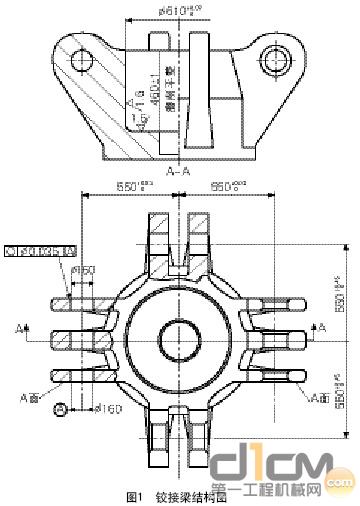
铰接梁结构图
1.夹具的设计要求
为解决上述问题,可采用加装刀具导向支架的方法确保镗孔精度。根据该工件结构特点,可将导向支架与夹具定位部分设计为一体。导向支架是该镗孔夹具的最重要的组成部件,它既能保证加工孔系的相互位置公差,又是一个承受切削力的部件。因此设计导向支架时应注意以下问题:一是为了保证其足够的刚度和稳定性,导向支架应具有稳固的安装基面,并设置必要的加强筋;若采用铸件或焊接件,还应对其进行时效处理后方可加工使用,以免在使用过程中产生变形而降低精度。二是导向支架与夹具底板的连接,应先用定位销定位后再用螺钉紧固,以提高其定位精度和装配刚性。三是夹紧力不允许作用在导向支架上,以免其变形而影响精度。四是须考虑对导向支架的相应部位进行润滑,以提高相应部件使用寿命。五是夹具上导向支架各孔之间的形位公差设计、加工要精确,应取工件上各孔相应位置公差的1/3。六是导向支架上所用的固定衬套,镗套、镗杆等配合公差要合理,镗杆导向部分外径的公差为镗套公差的1/3,镗套内孔圆度应为所镗孔圆度误差的1/5,镗套与镗杆之间配合间隙应不超过0.05 mm。
2.夹具的结构和使用
按照设计要求制作的夹具,其结构如图2所示,主要由夹具底板1、调整螺栓2、镗杆3、支架4、固定衬套5、镗套6、油杯7、定位座8、镗套限位块10和底板定位块11组成,其中支架4与定位座8均应采用整体装配后再加工的方式制造。定位座8与工件内孔配合间隙为0.03~0.05 mm。
使用时,首先使底板定位块11与镗床工作台上的T型槽配合,校正支架4上的孔及平面,用T型螺栓通过夹具上的腰形孔将夹具固定在工作台上。工件与定位座8配合时,用调整螺栓2调整工件位置,校平工件上对称的A面后,再用压板将工件固定在夹具上。
其次是安装镗杆。镗杆一端与主轴连接,另一端插入两处支架镗套及工件孔中,由于两处支架镗套孔的同轴度极高,因此,镗杆在其定位引导下,可以获得较高的镗孔精度。
再次,为使加工过程中测量方便,在镗杆上事先加工1个腰形通孔。加工工件过程中,可以在此位置用内径千分尺随时测量孔径,以确保孔的尺寸精度。
最后,在每一个支架上装上1个油杯,内装机油,通过支架上的导油孔为镗套提供润滑。
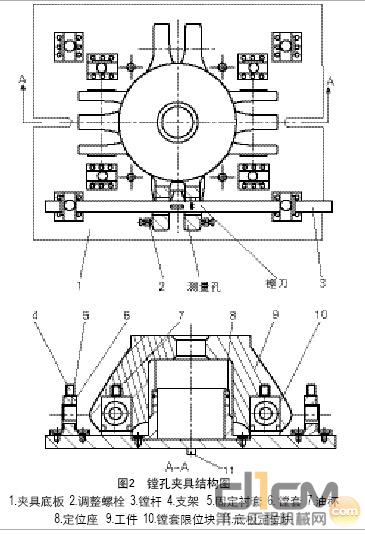
镗孔夹具结构图
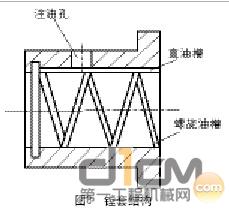
镗套结构
由于在加工过程中,镗杆与镗套之间存在较大的摩擦,为提高镗套的使用寿命,镗套材料一般可选用HT200铸铁,其耐磨、自润滑性好且成本较低。为提高润滑效果,其结构如图3所示。即先在镗套内壁上注油孔位置处加工1条轴向直油槽,后在内壁上再均匀加工1条螺旋形油槽,此种结构可提高润滑油向注入量和润滑效果,从而有效提高镗套向使用寿命。装配镗套时,每一个镗套用镗套限位块限制其旋转位移,以防止其随镗杆产生旋转。
3.镗杆与主轴的连接
该夹具镗杆与主轴未采用常见的刚性连接方式,而采用了万向节浮动连接方式,其结构如图4所示。镗杆与主轴之间采用了万向节柔性连接后,可以通过万向节的调整,有效地消除主轴与夹具支架上镗套孔之间的位置误差,使主轴能够自由带动镗杆作旋转运动,避免引起额外的旋转阻力及其他应力,且安装、使用方便,有效提高了加工效率和加工精度。
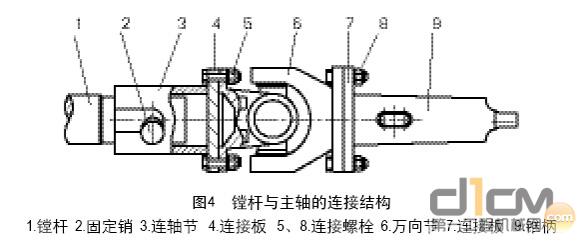
镗杆与主轴的连接结构
采用此夹具镗加工成组的有较高形位精度要求的孔,简单、方便,可操作性强,加工效率高,稳定性好,加工精度易于保证,适于批量生产。
(作者地址:河南省长垣博爱南路6号 河南卫华重型机械股份有限公司 453400)

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















