国外柴油机缸体挺柱孔的加工工艺为:钻→倒角→抢铰→浮动铰;本厂b1101A缸体挺柱孔的加工工艺为:钻→倒角→扩→粗铰→精铰,用组合机床完成。在这一加工工艺过程中,虽然能保证挺柱孔的尺寸精度、位置精度及表面粗糙度的要求,但孔表面的物理、机械性能无法保证。而这一性能对承受摩擦的零件的使用寿命影响很大,因此有必要进一步提高挺柱孔的表面质量。提高孔表面的物理、机械性能的方法是:滚压加工或挤压加工,对孔径较小的孔则采用挤压加工。如果单纯地增加一道挤压加工的工序,就会延长工艺路线,加大生产成本。为此,研制一种新型套式铰-挤复合刀具(见附图)。该刀具对挺柱孔加工后,其表面粗糙度、表面硬度、尺寸精度和位置精度都有明显提高。但孔的直径尺寸有所增大,因为在挤压加工时,挺柱孔的表面发生弹性和塑性变形。弹性变形在挤压加工后立即恢复,而塑性变形使挺柱孔尺寸增大,并且使孔的表面产生轻微的冷作硬化,有一定的残余压应力。这就改善了挺柱表面的物理、机械性能,提高了硬度和耐磨性,延长了缸体的使用寿命。
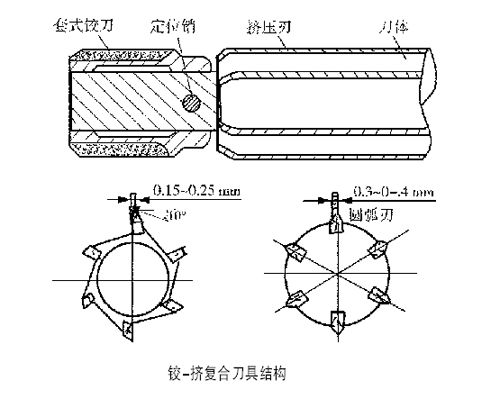
铰-挤复合刀具结构
铰刀与挤刀刃均采用YG6硬质合金,硬度高、耐磨性好。
铰刀采用套式机用铰刀体通过1∶30锥度装配连接,圆柱销定位,具有铰刀装卸、更换、刃磨方便等优点。如果铰刀与挤压刃焊接在一根刀杆上,会因两者寿命不同造成刃磨、更换不方便,甚至出现刀具过早报废的现象。所以,从几何参数方面考虑到刀刃强度、散热、磨损等因素,取前角为0°、后角为10°。后刀面有一宽度为0.15~0.25 mm的圆柱刃,以增加刀具耐用度,延长刀具的使用寿命。挤压刀具由6个圆弧刃刀片组成,对称分布,具有耐用度高、刀杆刚性大的优点。
使用这种铰-挤复合刀具,可保证挺柱孔表面粗糙度稳定达到0.8,挺柱孔尺寸精度、位置精度也能满足设计要求。



徐工路机批量出售

关注BaumaChina2010

龙工推出新品挖掘机

河南陆德新品推介
 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 












