挖掘机铲斗连杆尺寸较大,在镗铣加工中心上加工时,辅助调整时间过长,镗孔过程中容易出现振刀现象,难以加工出合格产品。为此,我们研制出一种铲斗连杆新型镗铣加工工装。
1.工件的工艺性
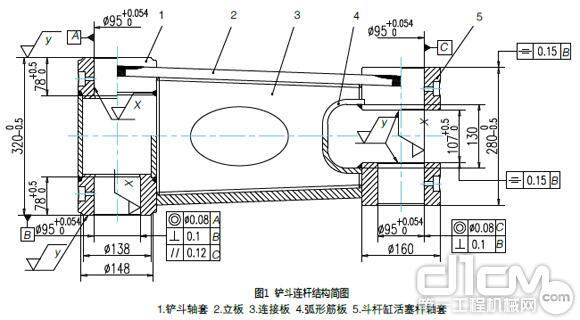
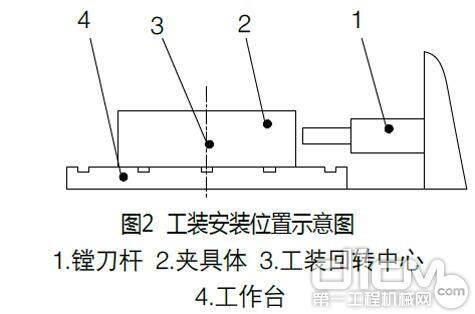
铲斗连杆由铲斗轴套1、立板2、连接板3、弧形筋板4、斗杆缸活塞杆轴套5等组成,如图1所示。铲斗轴套1和斗杆缸活塞杆轴套5为机加工件,其材料为20号钢。铲斗轴套1和斗杆缸活塞杆轴套5上的ф95H8孔单边加工余量为5mm,尺寸320mm两端面、尺寸280mm两端面及尺寸107mm缺口端面单边机加工余量为2mm。ф95H8孔两端同轴度要求为0.08mm,垂直度要求0.1mm。尺寸280mm两端面及尺寸107mm缺口端面对称度均为0.15mm。加工时,需将工件连同工装一起压紧在工作台上,工装回转中心与工作台回转中心相重合,如图2所示。
加工该工件一般选用TH65100X125型数控镗铣加工中心,该加工中心的坐标行程,X向为2000mm,Y向为1600mm,Z向为1200mm。工作台宽1000mm,长1250mm,可360°旋转。
工件可用于装夹部位的长度尺寸仅为180mm(见图1),不足工件两组轴套孔中心距离的1/3,且立板为斜接状态,因此较难定位。加工过程中,除了因工件装夹不到位而产生“振刀”外,还因定位不合理导致装夹和调整时间过长,严重影响加工效率。改进工装,就是要通过解决工件装夹和定位问题,达到减少辅助调整时间、提高加工效率的目的。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















