(4)基准块与定位组件
工件轴套外侧端面为加工基准,用于与基准块进行找正定位和校验,如图7所示。在工作台上以工件轴套外侧端面为基准,利用角尺进行加工基准校检,以验证工件装夹是否精准。
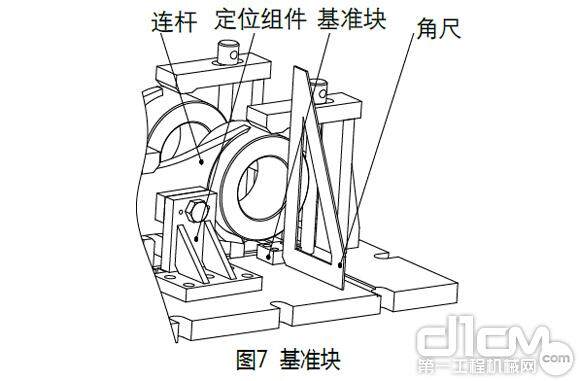
进行基准校验时,若需调整工件位置,可使用定位组件8上的调节螺栓对工件位置进行微调。使用定位组件8对工件位置进行微调,既为快速装夹工件创造了良好条件,又可保证工件端面尺寸加工余量要求,还可避免单边铣削和对称度超差问题。
3.使用效果
该工装可用于2种不同型号铲斗连杆镗铣加工。使用该新型工装加工铲斗连杆时,工件装夹牢固、精准,镗刀杆悬伸量和行程合理,既可保证精镗ф95孔时镗刀杆均在近孔端进刀,又可消除因镗刀杆伸出较长而引起的“振刀”现象。经过实际使用,证明新型镗铣加工工装在精度、效率、通用性和经济上都满足了实际生产要求,缩短了生产周期,提高了生产效率。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















