





汽车起重机右前垂直缸倾斜的原因及矫正方法

3.矫正方法
虽然车架整体上拱量不超过5mm,但机架前端的局部上拱,会导致前垂直缸前倾。这不仅会影响起重机作业时的稳定性,还可能造成前支腿垂直缸的偏磨,为此需对机架进行整形。
起重机车架已经焊接完成,其前端出现局部上拱变形,只能用火焰加热法进行校正。步骤如下:
首先,把机架从起重机上拆卸下来,选择平坦地面,用等高铁凳将机架的前端底部垫起,将机架箱体上表面调平。
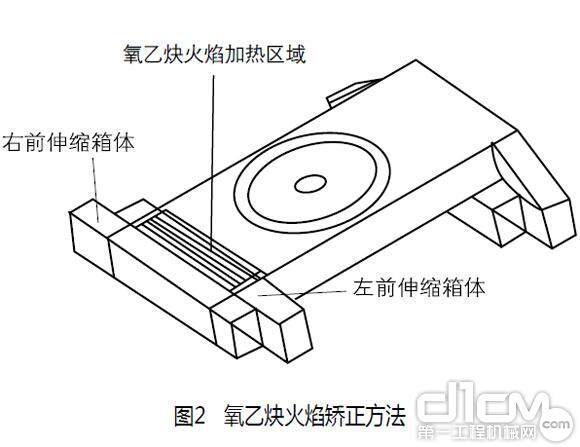
其次,用氧乙炔火焰沿前伸缩箱体横向加热。加热时要使火焰左右摆动,防止局部过热,如图2所示。加热过程中,在中心回转部支撑位置加载1~2t重物。
再次,待冷却后,将重物吊走,检测机架上平面的水平度。如果机架还有上拱现象,重复以上加热加载过程。
最后,对机架进行除锈、补漆,再将机架装复。
4.预防措施
该机架箱体焊接变形现象,反映出机架生产过程中的缺陷,为此决定采取以下3项措施预防焊接变形:一是采用反变形法,即焊接时在回转支承部位施加压力。二是焊接时采用较小焊接电流,以减少焊接热量。三是车架箱体焊接时采用上、下对称焊接,以使机架上、下焊接收缩量相同,从而减小机架翘曲变形。
采用以上改进措施后,生产的起重机机架变形量大为减小,有效地防止了起重机支腿垂直缸前倾现象。
责任编辑:Quasimodo

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流
|收藏本文
本内容由本网编辑在不改变原稿立场或本意的基础上,结合自身观点或第三方内容进行整合报道,以便向读者提供更为全面丰富的信息了解。如有疑问,敬请联系本网编辑部。
相关阅读
+加载更多新闻




热门推荐















