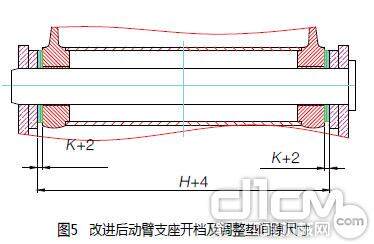
动臂缸支座开裆尺寸需加上最大收缩变形量2mm,即支座单边各增加1mm调整间隙,如图4所示。动臂安装座开裆尺寸需加上最大收缩变形量4mm,即动臂安装座单边各增加2mm调整间隙,如图5所示。
(4)设计和制作铆焊工装
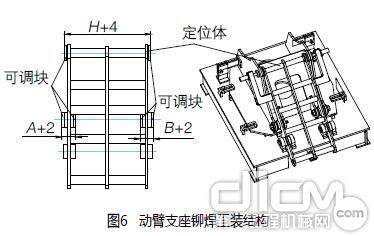
铆焊工装对保证产品尺寸起到至关重要的作用。动臂支座的铆焊工装,需按照其焊接工艺、焊接变形收缩量及所确定的主要尺寸进行设计和制作。动臂支座铆焊工装结构如图6所示。
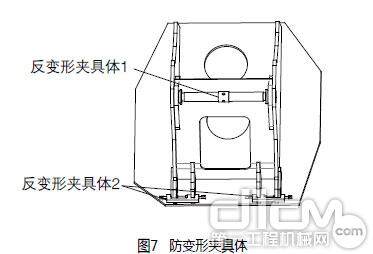
为了准确控制动臂支座变形量,根据其焊接变形规律,设计出防变形夹具,如图7所示。要求焊接前将该夹具装夹到位,直至焊接完成,待整个动臂支座缓冷以后才可去掉该夹具。
(5)设计并制作专用检具
为了对焊接后的动臂支座进行快速检测,以确定其是否满足安装尺寸要求,需设计并制作专用检具。
3. 改进效果
按照改进后的焊接工艺加工的动臂支座,其装配质量符合技术要求。每个工件在加工中心加工可节省75min,大大提高了生产效率,降低了生产成本。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















