为防止挖掘机动臂支座焊接时产生较大的焊接变形,需要在动臂及动臂缸安装部位预留适当的加工余量。为了控制动臂支座焊接变形量并达到取消加工余量的目的,经研究,我们决定对动臂支座结构和焊接工艺进行改进。
1.改进结构
(1)改进前的结构
动臂支座改进前的结构如图1所示。其立板先与筋板1焊接后,再与加强板1焊接,采用这种结构和焊接方法,必将加大立板的焊接变形量。此外,由于加强筋板1面积较小,导致焊接应力集中、焊接变形也较大。
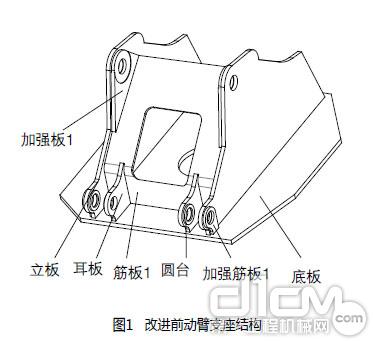
改进前加强板1、加强筋板1和耳板平面均需留出2m m加工余量。焊接前,还需将其送到加工中心加工出端面和圆形凸台,该加工过程所用工时为75min(销孔在动臂支座焊接完成后加工,所用工时另计)。如图1和图2(a)所示。
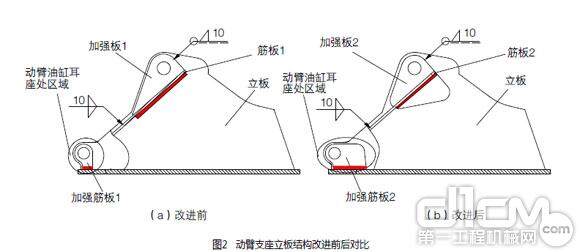
(2)改进后的结构
改进方案如下:将加强板1改为加强板2的形状,并将筋板2直接焊接在加强板2上,相当于增加了立板的厚度;将加强筋板1改为加强筋板2的形状,即相当于增加了立板动臂缸耳座区域的厚度。经过上述改进,立板产生的焊接变形将缩小到允许范围,由此可取消加强板2、加强筋板2和耳板的加工余量,并取消其圆形凸台。如图2(b)所示。
此外,动臂支座板材(如立板、加强筋板和耳板等)的平面度应控制在1mm以内。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















