2.改进方案
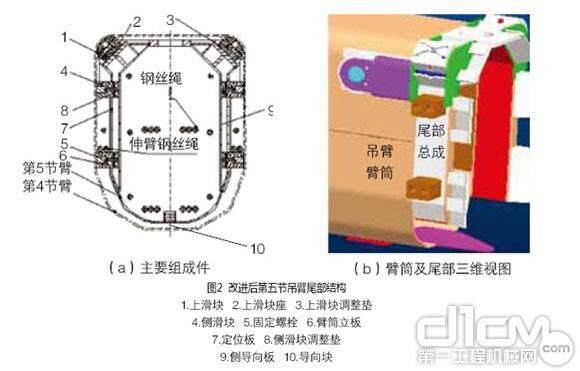
改进后的第五节吊臂尾部结构如图2a所示,其主要由上滑块1、上滑块座2、上滑块调整垫3、侧滑块4、固定螺栓5、臂筒立板6、定位板7、侧滑块调整垫片8和导向板9、导向块10等件组成。具体采取措施以下:
(1)改进滑块座结构
将上滑块1安装在上滑块座2内,可通过选用不同厚度的上滑块调整垫片3,来调整上滑块1与第四节吊臂的间隙。侧滑块4通过固定螺栓5固定在臂筒立板6上。定位板7上的方孔,可对侧滑块4进行定位,并可防止侧滑块4产生变形。侧滑块调整垫8用于调整侧滑块4与第四节吊臂的侧向间隙。
将第五节吊臂单侧定位由原来的1个上滑块和1个侧滑块,改为1个上滑块和2个侧滑块,增加的上部侧滑块,可对臂筒侧向起到较好的定位作用,从而避免了第五节吊臂伸出时发生偏斜。
(2)改进吊臂尾部加工工艺
第五节吊臂尾部制作采用臂筒和尾部总成分别制作、整体焊接工艺。具体加工工艺如下:先将上滑块座2、定位板7、侧导向板9等件拼焊在臂筒立板6上,制成尾部总成(图2b中白色、绿色部分),再将尾部总成与第五节吊臂臂筒尾部(图2b中橘红色部分)对接焊接。这种加工工艺既占用制作场地小,又方便第五节吊臂的制作加工,还能避免焊接第五节吊臂尾部时使臂筒发生变形。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















