





履带起重机桁架臂节修复工艺

2.主弦管修复工艺
(1)准备工作
在测量前,需割除连接在主弦管上弯曲变形的腹管。此时应尽可能保留与上、下单片主弦管相连的腹管,以保持单片主弦管及腹管的整体尺寸。如无法保留上、下单片主弦管,则将其中间连接腹管全部割除。在整体拼装前,需先将上、下单片主弦管拼装,再进行整体拼装。
割除立面连接腹杆时,应将立面腹管根部保留10~15mm,然后用砂轮机将其打磨至主弦管根部。打磨时不能连续打磨,以免引起主弦管局部因打磨温度过高丧失原有的机械性能。在切割或打磨时主弦管的温度不能超过200℃。
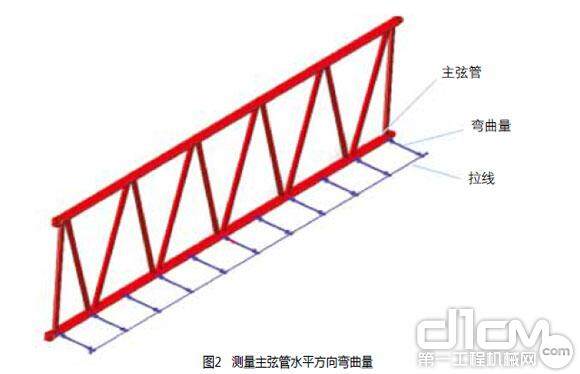
(2)测量弯曲量
测量主弦管实际弯曲量时,为了消除测量拉线下垂的影响,需在水平位置测量主弦管所有尺寸。具体方法如下:垂直吊起单片主弦管,使单片主弦管的左、右两侧处于完全自由状态;在单片主弦管处于完全静止状态时,测量主弦管与拉线的间距,即为水平方向的弯曲量,如图2所示。测量完第1根弦管的尺寸后,将单片主弦管翻转180°,测量第2根弦管的尺寸。在测量时,需将主弦管弯曲部位、弯曲点及弯曲量做好标记及记录。
责任编辑:Quasimodo

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流
|收藏本文
本内容由本网编辑在不改变原稿立场或本意的基础上,结合自身观点或第三方内容进行整合报道,以便向读者提供更为全面丰富的信息了解。如有疑问,敬请联系本网编辑部。
相关阅读
+加载更多新闻




热门推荐















