





履带起重机桁架臂节修复工艺

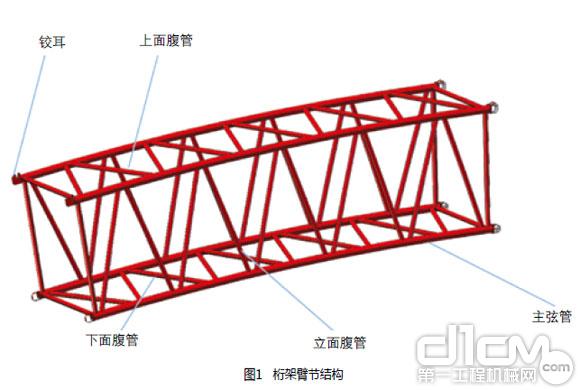
履带起重机吊臂大多采用桁架结构,桁架由低合金高强度的钢管焊接而成,其主要由主弦管、腹管及铰耳等组成,如图1所示。作为履带起重机最重要的受力结构部件,吊臂承载着履带起重机吊起重物的全部质量。吊臂的主弦管一旦受损变形,将使吊臂整体失去稳定性,严重影响吊臂及整机作业安全。本文结合一款进口大型履带起重机多节吊臂受损变形修复实例,重点介绍吊臂主弦管修复工艺及臂节拼装工艺。
1.变形分类及修复要求
履带起重机主弦管受损变形状况一般可分为下述2种状况:一种是腹管弯曲变形后直线长度收缩,导致主弦管产生弯曲变形;另一种情况是主弦管受到外力冲击(如起重机发生倾覆事故、交通事故),引起主弦管弯曲变形。
对于第1种变形状况,尽快校正或更换受损变形的腹管,即可使主弦管恢复到原有的直线状态。
第2种状况大都会引起吊臂大幅度弯曲,修复起来也较为复杂。一般的履带起重机吊臂修复要求有3点:一是吊臂的主弦管与腹管交汇处只能实施2次焊接。二是吊臂主弦管与腹管交汇处偏差不得大于4.8mm,三是腹管弯曲量不得超过腹管直径的5%。受损的吊臂主弦管可按上述规定实施校正修复。
臂节修复时,须先修复单片主弦管,再将单片主弦管拼装为臂节。
2.主弦管修复工艺
(1)准备工作
在测量前,需割除连接在主弦管上弯曲变形的腹管。此时应尽可能保留与上、下单片主弦管相连的腹管,以保持单片主弦管及腹管的整体尺寸。如无法保留上、下单片主弦管,则将其中间连接腹管全部割除。在整体拼装前,需先将上、下单片主弦管拼装,再进行整体拼装。
割除立面连接腹杆时,应将立面腹管根部保留10~15mm,然后用砂轮机将其打磨至主弦管根部。打磨时不能连续打磨,以免引起主弦管局部因打磨温度过高丧失原有的机械性能。在切割或打磨时主弦管的温度不能超过200℃。
(2)测量弯曲量
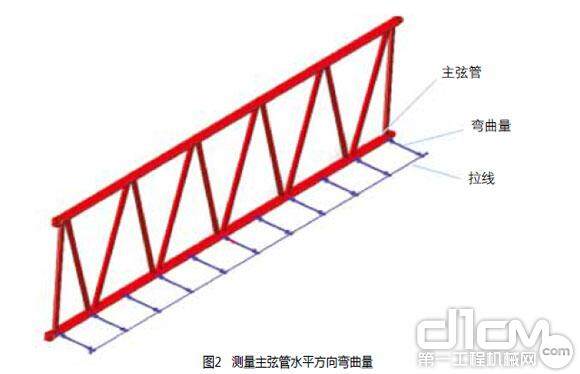
测量主弦管实际弯曲量时,为了消除测量拉线下垂的影响,需在水平位置测量主弦管所有尺寸。具体方法如下:垂直吊起单片主弦管,使单片主弦管的左、右两侧处于完全自由状态;在单片主弦管处于完全静止状态时,测量主弦管与拉线的间距,即为水平方向的弯曲量,如图2所示。测量完第1根弦管的尺寸后,将单片主弦管翻转180°,测量第2根弦管的尺寸。在测量时,需将主弦管弯曲部位、弯曲点及弯曲量做好标记及记录。
(3)校正
根据主弦管弯曲的测量结果,可对主弦管进行校正。校正必须是冷校,不得用火烤,否则会使主弦管材质因高温而失去原有性能。
校正前,还应根据主弦管的直径制作相应的垫压工具,如图3所示。垫压工具的圆弧直径必须与主弦管的直径相吻合,宽度等于或大于主弦管直径,以免主弦管因局部受力不均而引起新的凹陷。

应根据主弦管的直径大小,选用适合的液压机械配合校正工具进行校正,不可使用外力直接敲打主弦管的表面,以免引起主弦管表面损伤。校正时应逐渐消除慢弯,即采用一边校正,一边测量、记录的方法,逐级逐段校正,直至主弦管的整体直线度满足要求。
(4)探伤处理
采用探伤,可检测出铰耳与主弦管焊接部位、腹管与主弦管焊接处有无潜在裂纹、气孔等缺陷。原主弦管上焊接的腹管经过割除打磨,其表面潜在的裂纹会对主弦管的结构安全构成极大威胁,因此需要对再次焊接后的热影响区表面进行探伤检测。
若检测出局部有缺陷,可先对其进行打磨,再根据主弦管材质,选用物理强度等级大于母材的焊条按照焊接工艺实施补焊。在对缺陷部位补焊后,要进行二次探伤处理,直至整体无缺陷方可进行下一道工序。
3.臂节拼装工艺
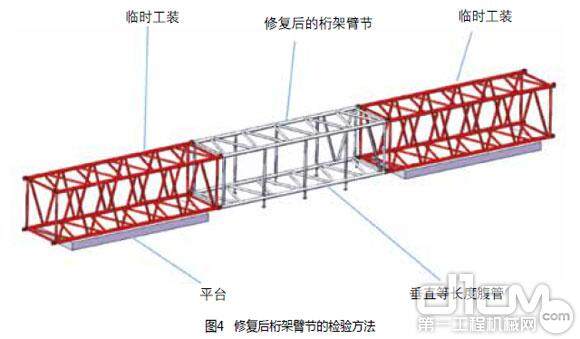
臂节拼装是指将经校正及探伤检测后的单片主弦管与腹管进行拼装连接。修复后的臂节与其他臂节要能够互换连接。臂节整体拼装如图4所示。
(1)准备拼装工装
拼装时需先准备2节原机完好吊臂作拼接用临时工装,再将这2节吊臂(临时工装)分别放置在两端等高平台上,然后将两端的等高平台找平至同一水平面内。
(2)拼装单片主弦管
拼装时先在临时工装之间安装下单片主弦管,再连接上单片主弦管。具体实施内容如下:
首先,将需拼装的下单片主弦管安装于2个工装中间下方,用连接销连接下单片与两端工装。
其次,找正下单片主弦管与工装连接的水平度及直线度,在中间部位下面等距离地放置几个机械千斤顶进行水平调节,直至其高度误差在合理范围内。
再次,将需拼装的上单片主弦管置于2个工装中间上方,在上、下单片主弦管之间,用等长垂直腹管将主弦管等间距支撑固定,以避免上单片主弦管发生挠曲变形。
最后,对上、下单片主弦管的各点水平高度进行复核,确保其误差符合要求。
由于下单片主弦管事先已找平,上单片主弦管受等长垂直腹管间隔支撑平行于下单片,所以上单片主弦管也可以保持水平。
(3)拼接立面斜拉腹管
上、下单片主弦管找平后,可将立面斜拉腹管逐段点焊固定。在逐段点焊固定立面斜拉腹管后,可将主弦管竖直的等长垂直腹管逐级取下。
(4)整体焊接
完成吊臂中间的全部腹管点焊固定后,即可拆卸两边作为临时工装的吊臂,然后根据相关焊接工艺对拼装好的吊臂整体实施焊接。

整体焊接时应注意:先在吊臂两边的铰耳连接部位临时焊接钢管(见图5),再实施整杆焊接,以防止铰耳连接部位因焊接产生变形,导致修复的吊臂不能与其他吊臂互换连接。
责任编辑:Quasimodo

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流




















