工程机械结构件材料以低合金高强度钢为主,多采用薄板、中板,以厚度为4~50mm的板材采用最多。其主要包括冲压件、折弯件、机加工件、铸钢件、锻造件以及各种型钢等用于焊接的钢铁材料。自定位设计是工艺性设计的一个特例,它是相连接零部件依靠自身的边、角、槽口、突台作定位基准,与另一具有相反要素的零部件相连接的结构设计。本文从工程机械结构件的生产制造工艺角度,讨论结构件在焊接与装配过程中的自定位问题。
1.焊接自定位
焊接自定位多采用卯榫结构定位。采用卯榫结构能避免一些结构件的内部焊接,使内部结构通过卯榫结构转变为外部焊接,便于大批量的自动化生产与制造。其主要包括一般卯榫结构、折弯处的卯榫结构、板件与螺座的卯榫结构、防误卯榫结构、折弯处的留平面结构等5种。
(1)一般卯榫结构
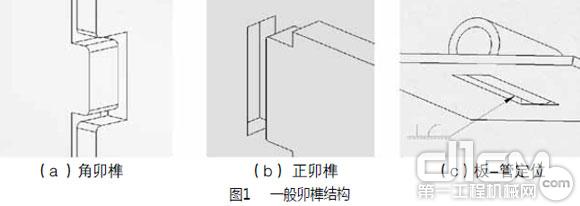
一般卯榫结构是在钣金零件上加工出卯眼与榫头,以便结构件组焊时能找正对齐。采用这种卯榫结构,找正与对齐不需划线定位,能有效避免人为组装时造成的误差。一般卯榫结构有3类,分别是角卯榫、正卯榫和板-管定位,如图1所示。
(2)折弯处的卯榫结构
当折弯板上需要增加一个顶丝螺座时,若在板件上平面焊接螺座,则会提高螺钉位置高度;若在外侧面焊接螺座,则可能受尺寸限制。遇到上述情况,可在折弯板折弯前预开孔或槽进行定位,如图2a所示。此结构可省去螺栓座定位尺寸的找平和对齐,且连接强度也容易保证。
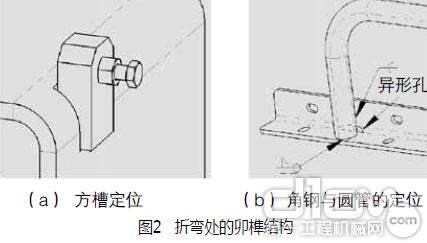
为了便于折弯角钢与圆管焊接前的定位,以使圆管圆柱贴合角钢内侧立面,圆管端面贴合角钢内侧水平面贴合,可在角钢折弯处开出异形孔,以抵消圆管的圆角,如图2b所示。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















