





装载机动臂加工要点

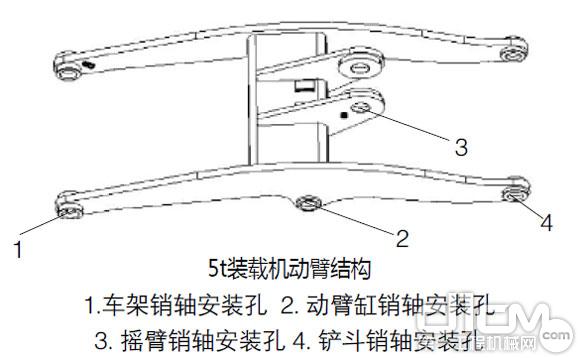
装载机动臂是装载机工作装置的重要组成部分,与前机架、摇臂、动臂提升缸、铲斗相连接。装载机动臂的加工主要是针对机架销轴安装孔1、动臂缸销轴安装孔2、摇臂销轴安装孔3和铲斗销轴安装孔4进行加工,如附图所示。本文以采用双头镗床加工某厂5t装载机动臂为例,简述其加工要点。
1.刀具选择
动臂上毛坯孔的切削余量一般为8~10m m。加工毛坯孔一般采用“三加一”的组合方式进行切削,即粗镗、半精镗、倒角和精镗。粗镗切削量一般为4~5mm,半精镗切削量为3~4.5mm,精镗切削量为0.5mm。通常采用双切削刃镗刀,刀片选用耐热性和强度较好的PVC涂层刀片。
2.装夹
先在机架安装孔和铲斗安装孔部位用等高块支垫,再采用垫铁或调整螺栓进行调平,同时在提升缸安装孔和摇臂安装孔部位增加辅助支撑。装夹时一般采用2人对角同时装夹,装夹用力要适中,有条件的可采用定扭矩扳手进行装夹或采用三坐标测量仪进行检测。在精加工前,须释放首次压紧力和变形量。进行二次装夹时,以稍小的压力压紧压板。
3.加工
粗镗时切削速度要慢、进给量应适当,精镗时要遵循“高转速,少进给”的原则。首件加工须试切削,并观察刀具切削状况。最后一刀精镗完成后,应及时进行测量,并作出明显的标记。若加工时产生振动、刀片磨损较快、尺寸偏差较大等现象,应及时停机分析原因。如刀具存在问题,应及时对其进行检测,必要时可调整其切削量。
4.测量
通常使用内径百分表,并采用十字交叉法对加工孔径进行测量,测量值取2次测量的平均值。若同一孔径的偏差较大,须在记录本上进行注明。若无切削液进行冷却,环境温度对孔径的测量精度影响较大。在冬季加工时,孔径的测量值一般比冷却至室温的孔径测量值大0.005~0.02mm。
动臂加工完成后应注意防锈,特别是雨季或潮湿环境,应定时对加工面进行防锈处理。进行抛丸和油漆作业时,应注意对加工孔的保护。在动臂转运过程中,应使用专用物料架,以防止动臂变形和加工部位损伤。
责任编辑:Quasimodo

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流




















