焊缝中产生白点的原因及改进措施


拉伸试件原焊接工艺参数
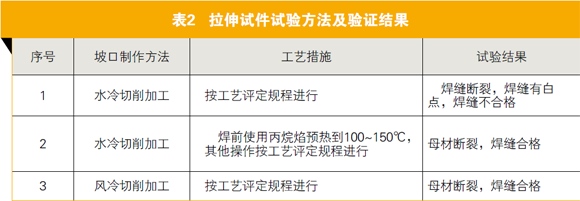
拉伸试件试验方法及验证结果
3.消除焊缝白点的试验
消除焊缝中的氢,常用方法有焊前清理锈蚀油污、预热脱水处理及焊后消氢处理等。
在进行消除焊缝白点的焊接试验之前,要做好以下2项准备工作:一是焊接现场采取管道供气,并使管道出口的减压预热装置处于正常状态;二是对施焊部位进行脱水清理。
在上述准备工作完成后,即可对拉伸试件进行焊接试验。各项试验的主要区别是坡口制作方法和工艺措施上的不同。实验结果表明:焊缝中产生白点的主要原因是坡口切削加工时,所使用的冷却液进入了母材表层。拉伸试件试验方法及验证结果见表2。
4.工艺改进措施
拉伸试件接头坡口对比试验结果,验证了推断的正确。在水冷切削加工坡口后,我们增加了一项工艺措施,即焊前用丙烷焰将拉伸试件预热到100~150℃,经再次工艺评定焊缝合格。改进后的焊接工艺应用于实际工件生产,经检验焊缝质量合格,工艺改进效果良好。
责任编辑:David

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流
|收藏本文
本内容由本网编辑在不改变原稿立场或本意的基础上,结合自身观点或第三方内容进行整合报道,以便向读者提供更为全面丰富的信息了解。如有疑问,敬请联系本网编辑部。
相关阅读
+加载更多新闻

活动推荐