(2)T形对接坡口
制作2组试件,板厚、材质、焊接材料都一样,坡口都是单边V形坡口,只是钝边不同。将此2组试件,由同1名电焊工焊接,焊接时采用同样的焊接电流、电弧电压和焊接速度(即热输入值相同),结果却得到不同的焊缝截面,即钝边小的试件熔深较大,钝边大的试件熔深较小。
5. 焊缝断裂原因分析
(1)焊缝内存在夹杂物
结构件焊缝内若存在夹杂物,当交变应力和扭转力矩大于焊缝疲劳极限时,焊缝会出现滑移带,并首先在夹杂物与母体的交界处脱开,形成微裂纹,同时产生新的应力集中。随着交变应力和扭转次数的增加,滑移带变宽、开裂并形成裂纹。裂纹发展到一定程度,焊缝就会产生断裂。焊缝断裂处一般发生在交变应力和扭转力矩最大的部位。
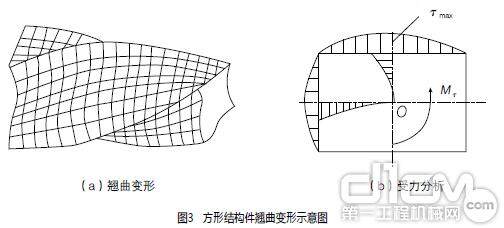
(2)结构件扭转翘曲作用
非圆截面结构件发生扭转时,其表面上的横向周线将变成曲线并发生翘曲。此时其截面周边上各点处剪应力的方向与周边相切,最大剪应力τ ma x发生在长边中部(即长边中部焊缝容易出现疲劳裂纹和断裂),而截面4个顶点处的剪应力均为零,如图3所示。但是当截面是空腹结构时,在同样材质前提下,壁薄一侧焊缝更容易产生疲劳裂纹和断裂。
(3)焊接工艺存在问题
在箱形结构件截面面积足够大的条件下,若经常发生焊缝断裂现象,其主要原因是焊接质量不良。结构件焊接质量主要表现在外观质量和强度质量2个方面。外观质量通过严格要求容易控制,而强度质量必须由合理的焊接工艺来保证。在焊接工艺方面,引起焊缝断裂的原因有2点:一是坡口型式不合理,二是焊接参数不合理。二者都会造成焊缝熔深不够。
6. 防止焊缝断裂的措施
综上所述,在设计合理的条件下,结构件焊缝断裂主要是熔深不足引起的。为此应采取以下措施解决焊缝断裂问题:
一是在结构件焊接时,热输入取值需要大一些,一般在0.93~1.70kJ /mm。
二是对于平对接坡口焊缝,应采取无钝边加垫板焊接结构,且根部间隙应为3~8mm。
三是对于T形对接坡口焊缝,应采取小钝边无间隙焊接结构,钝边控制在3mm以下。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















