SD7型推土机铲刀提升缸的活塞杆钢材牌号为45Mn,耳环钢材牌号为42CrMo。其活塞杆与耳环采用焊接结构,但用户反馈,该型推土机铲刀提升缸活塞杆与耳环焊接处易于出现断裂,为此我们对焊接处断裂的原因进行分析,并提出了改进方法,现介绍如下。
1.断裂原因
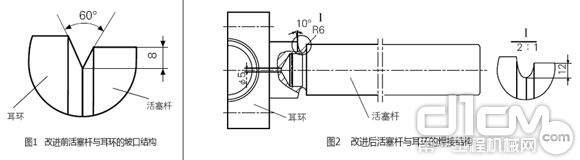
原活塞杆与耳环采用对接结构,活塞杆及耳环的焊接处开有V形坡口,坡口深度为8mm,坡口结构如图1所示。采用J707A焊条在常温下直接焊接,焊缝有效厚度为8mm。此种焊接方法加工工艺简单、成本低廉,但焊接强度较低。
从损坏活塞杆与耳环看,裂纹多出现在耳环侧母材的焊缝热影响区,断口呈光亮脆断特征,并在焊缝裂断处出现局部未熔合缺陷。焊接开裂的原因主要有以下4点:一是由于活塞杆与耳环采用对接形式,当活塞杆受到较大冲击力和弯矩时,导致焊缝受力较大且不均匀。二是对接坡口尺寸较小,焊接强度不够,且V形坡口锐角根部的焊道难以焊透。三是活塞杆、耳环均采用焊接性差材料,且极易产生淬硬组织的低合金中碳钢,导致焊缝塑性与韧性下降。四是施焊时没有预热,造成焊缝组织不良。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















