2.控制焊接变形的措施
由于该叉车门架焊接后难以采用机具校正,为减小焊接时的变形,决定采取以下措施。
(1)合理选择焊机和焊接顺序
该叉车门架焊缝为长直焊缝,所以选用自动焊机进行焊接。该叉车门架焊缝为2条对称焊缝,故选用双枪龙门式CO2气保焊机,2条焊缝同时焊接。
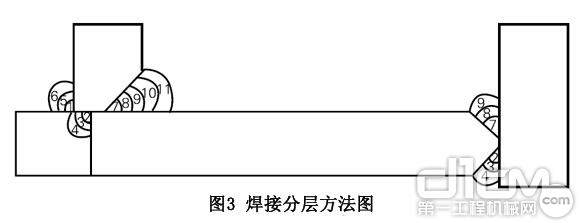
焊缝设计高度为15~25m m,为了减少焊接变形,应分多层焊接,如图3所示。图3中左翼板单边坡口处焊缝高度为25mm,分6层焊接,其余焊缝高度为15mm,分3层焊接。
合理选择焊接顺序可减少焊接变形,图3中焊缝处的标号为焊接顺序,左翼板标有1、5、6、10、11的焊缝为单枪焊接,左、右翼板标有2、3、4、7、8、9的焊缝为双枪同时焊接。
(2)合理选择焊接工艺参数
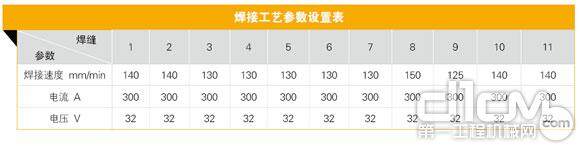
工艺参数对焊接热变形影响较大,通过合理控制焊接电流、电压和焊接速度,可有效控制焊接热能的输入,从而减少门架弯曲变形,附表为该叉车门架个条焊缝选定的工艺参数。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















