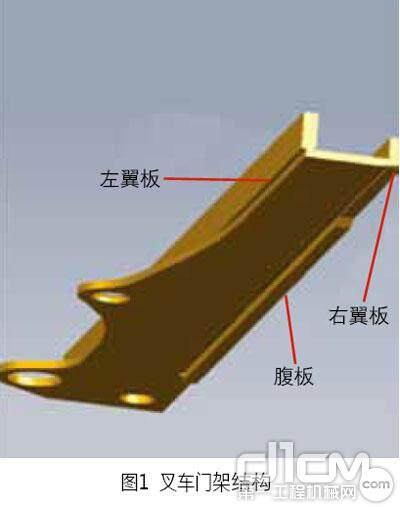
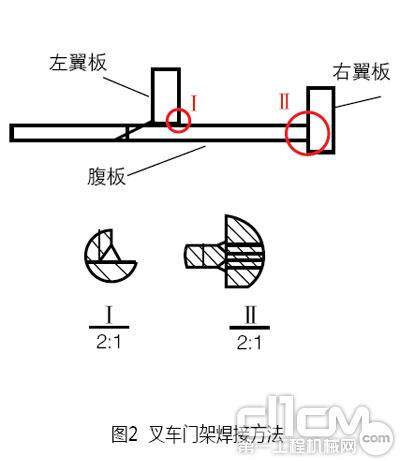
某型大吨位叉车门架结构如图1所示,其主要由腹板、左翼板、右翼板拼焊成槽型。左翼板采用单面坡口焊接,右翼板采用双面坡口焊接,如图2所示。对该门架的技术要求如下:左、右翼板平行度需控制在1.5m m以内;左、右翼板与腹板的夹角为90°,偏差需控制在0.5°以内;腹板和翼板的平面度需控制在1mm以内。
1.焊接变形分析
由于焊缝焊接量较大,焊缝分布不对称,且焊缝不连续,造成焊后出现较大变形。产生焊接变形主要有2种。
一是由于构件受热不均匀引起的温度应力变形。左、右翼板均与腹板焊接,焊接后产生收缩变形,由此造成叉车门架整体向腹板内侧方向弯曲,达不到腹板和翼板的平面度控制要求。
二是由于焊接残余应力引起的变形。当局部温度达到钢材的屈服极限时,局部区域产生塑性变形;当温度恢复至原始均匀状态后,就产生了新的内应力,从而导致板材变形。左翼板单边开坡口,焊接时坡口边焊接量较大,收缩应力较大,由此可能造成左翼板向槽的内侧弯曲。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















