





基础桩头破除施工工艺流程 桩头质量缺陷及处理办法!

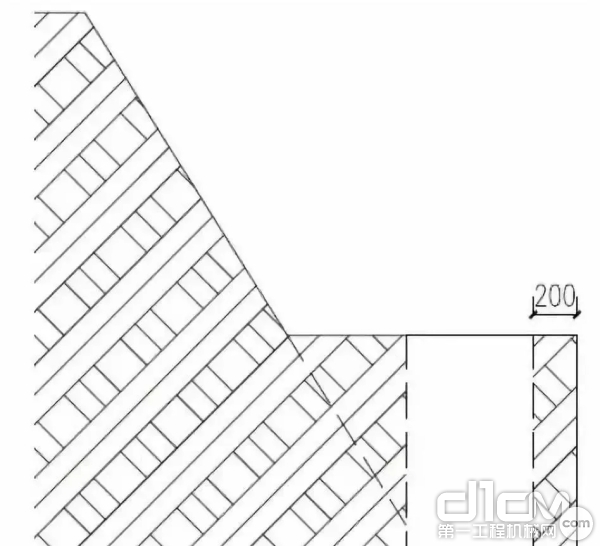
工程桩采用机械开挖至设计标高,开挖时避免机械触及桩身,桩周边 200mm 的泥土采用人工清除;支护桩由于间距密(A1000@1200)且靠近边坡,由机械开挖至距桩 200mm处,其余部分采用人工开挖,并清理桩间的泥土。
施工工艺
1、工艺流程
上部混凝土破除→测定标高切割护桩→打开缺口→剥出钢筋→加深缺口→加钻顶断→吊离断体→凿除残余→清洗桩头
2、技术要求
1、桩头凿除施工前,先由测量员准确放出每根桩的桩顶设计高程,做好标记。
2、施工队施工时,应根据测量班做好的标记在桩基四周加密标识,每根桩至少四处,用红油漆划出醒目红线。
3、桩头凿除作业时,为了保护有效桩体,在桩顶位置以上 10cm 进行环切及下道
工序,预留 10cm 最后人工凿除,保证桩头伸入承台的高度及顶面高程准确无误。
4、桩头断开吊出基坑后,施工队应逐一检查每根桩顶面是否平整,若有桩顶面不平整处,需再次用钢钎凿平处理。
5、桩头凿除作业前,向技术人员问清桩基内是否有声测管,如带有声测管的桩基,在凿除桩头时,注意不要损坏桩内声测管,桩内声测管呈 120 度布置,紧帖主筋内圈,若声测管伸入桩内太多或太长,断桩后起吊不上来时,用气焊割断声测管,割断后马上用棉布塞上声测管上口,防止石屑等杂物掉入管内堵住管道,影响桩基检测。
6、带有声测管的桩基桩头断开吊出基坑后,施工队应逐一检查每根桩顶面声测管是否露出桩顶面,如若没有露出,向技术人员说明后,继续下凿桩头,至到露出声测管为止。若伸出桩基的声测管在吊装或桩头凿除过程中被压倒或变形,应及时予以校正。7、当承台、冠梁高度小于钢筋锚固长度时,桩顶纵筋可升至承台、冠梁顶部后弯直钩,保证锚固长度。
3、施工步骤
1、工程桩
(1)测量人员用水准仪测定桩顶标高,确定出设计要求的桩顶位置,并在桩顶深入承台 100mm 上设置 100mm 预留带。
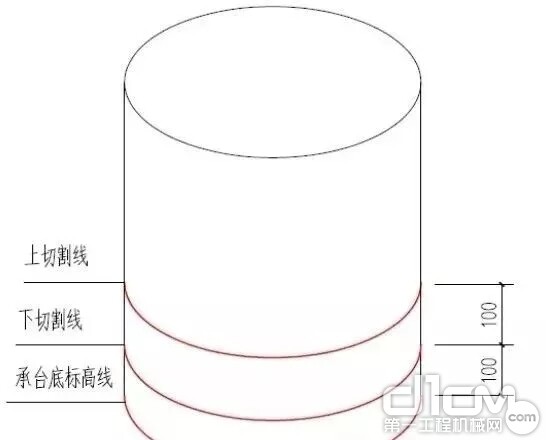
(2)用切割机在上、下切割标线处切出两道线,切割深度略小于桩基钢筋保护层厚度,工程桩钢筋保护层厚度为 60mm,切勿伤害桩基钢筋。
(3)人工在上切割线凿开缺口,深度为钢筋保护层厚度,凿除时不得损伤钢筋。
(4)风镐剥离上部钢筋保护层,将钢筋剥离砼,同时将钢筋向外侧微弯,便于后续施工。

(5)加钻顶断上部素砼,钻头稍向上,位置在桩顶线上 100mm。

(6)桩头顶断以后,用吊车将桩头吊出,人工凿除预留带混凝土,达到设计要求的桩头标高,清除桩头浮渣,并水洗干净。
(7)人工将桩头钢筋按照图纸要求调整到相应的位置。
(8)施工过程中注意声测管的保护,凿出声测管后用木塞对其进行临时封塞,防止杂物坠入引起堵塞现象。
(9)桩头凿除后分区域进行小应变检测,检测合格后组织相关单位进行桩基验收工作。
(10)桩基检测合格后,将基坑清理干净,局部凹凸不平部位,人工修整填平。经监理工程师验收合格后进行垫层砼浇筑。根据设计标高进行放线抄平,用红油漆标记在钢筋、桩顶上,以保证垫层水平。
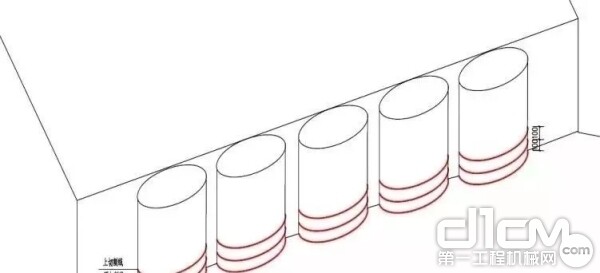
2、支护桩
由于支护桩靠近边坡,靠边坡一侧不方便施工,且桩间间距小,只能从一侧施工。施工时要时刻注意边坡稳定性,发现险情要立即停止施工,对边坡采取加固措施,确认安全后方可继续施工。
(1)测量人员用水准仪测定桩顶标高(18.4m),确定出设计要求的桩顶位置,并在桩顶深入冠梁 100mm 上设置 100mm 切割带。(图六)
(2)用切割机在无土一侧上、下切割标线处切出两道线,切割深度略小于桩基钢筋保护层厚度,支护桩钢筋保护层厚度为 50mm,切勿伤害桩基钢筋。
(3)人工在上切割凿开缺口,深度为钢筋保护层厚度,凿除时不得损伤钢筋。
(4)风镐剥离上部钢筋保护层,将钢筋剥离砼,同时将钢筋向外侧微弯,便于后续施工。
(5)加钻顶断上部素砼,钻头稍向上,位置在桩顶线上 100mm。用风镐将桩身由无土一侧将混凝土逐块打掉,刚开始时可打入钢钎辅助施工,快施工到边坡一侧时,要放缓速度吧,注意不要弄伤主筋,用风镐将混凝土小块剥离,直至主筋全部分离开来。
(6)将混凝土碎块运出,达到设计要求的桩头标高,清除桩头浮渣,并水洗干净。
(7)人工将桩头钢筋按照图纸要求调整到相应的位置。
(8)施工过程中注意声测管的保护,凿出声测管后用木塞对其进行临时封塞,防止杂物坠入引起堵塞现象。
(9)将基坑清理干净,局部凹凸不平部位,人工修整填平。经监理工程师验收合格后进行垫层砼浇筑。根据设计标高进行放线抄平,用红油漆标记在钢筋、桩顶上,以保证垫层水平。
3、废弃桩
(1)测量人员用水准仪测定桩顶标高(桩顶标高为垫层底标高),做好标记。
(2)用风镐从桩顶标高处将钢筋剥离出来。
(3)用气焊将钢筋从桩顶标高处切断。
(4)用风钻在桩顶标高处沿桩身四周钻孔,打入钢钎。
(5)用挖机将桩身顶断(由于混凝土抗拉强度很低,打入钢钎后加大了拉应力,使桩身容易短裂)
(6)将断桩运出,清理桩头,将桩头凿平。
桩头质量缺陷及处理办法
1、常见桩头缺陷
桩头缺陷是常见和重要的钢筋混凝土钻孔灌注桩质量问题。一般的,当基槽开挖、破桩头到设计桩顶标高时,如果设计标高以下桩身(可见部分)出现以下情形,即为桩头缺陷:
1、主筋锚固长度不满足设计要求;
2、夹泥、混凝土强度不够;
3、保护层不够,漏筋。
桩头缺陷必须进行处理,否则不可以与上部结构连接处理桩头缺陷要根据缺陷的性质,有针对性的采取相应的措施。
2、缺陷处理措施
1、主筋锚固长度不满足设计要求
现象:主筋断裂、主筋露出桩头过短
措施:双面搭接焊
工艺流程:清理桩头→凿桩→清渣→焊接
施工顺序:将桩头清理干净桩头缺筋部位的混凝土用錾子凿去使原主筋露出不少于5d,凿去的混凝土地面应留成平直面或略向桩中心倾斜,不得留成向桩外倾斜的坡度,用钢丝将待焊接的钢筋刷干净,用双面搭接焊将钢筋焊接,焊接长度不小于 5d。
2、保护层厚度不够、漏筋
现象:桩身主筋外漏
措施:补浇混凝土
工艺流程:人工挖槽→清理桩身→绑钢筋→浇筑混凝土
施工顺序:人工挖槽,挖槽宽度沿桩身向外扩 20cm,挖槽深度为露钢筋部位下10~15cm,将原桩体混凝土面用钢丝刷清理干净,将基土夯实,浇筑垫层。浇筑 C35 混凝土。
3、夹泥、混凝土强度不够
现象:桩顶混凝土夹泥
措施:清除夹泥部位并补浇混凝土
工艺流程:凿桩→清理桩头、钢筋→浇筑混凝土
施工顺序:将桩头夹泥部分下凿至新鲜混凝土面层,保证新鲜混凝土面层距离最低夹泥面 10~15cm,将桩头凿平,并将桩头及钢筋清理干净。再将桩底的土分层回填并夯实,人工修坡,浇筑混凝土垫层。防止杂物进入桩坑内,浇筑 C35 混凝土。
安全文明施工
1、作业人员进入施工现场必须佩带安全帽并系好帽带;
2、作业之前必须检查作业环境是否符合要求,机具是否完好,安全设施及安全用品是否齐全;
3、作业机具连线必须由电工操作,严禁私自接线;
4、操作空压机的人员必须穿绝缘鞋戴绝缘手套;保证一机一闸一漏保;
5、空压机应在无载状态下启动,启动后低速空运转,检查各仪表指示值是否符合要求,运转正常后,逐步进入载荷运转;
6、注意输气管的畅通,防止造成人身伤害;
7、严禁施工现场酒后作业;
8、严禁擅自移动、拆除、破坏安全防护措施、警示牌、安全标志;
9、作业过程中,应安排专人对破除的桩头状态进行巡视,严禁使用挖机硬性将桩头拉断,防止断桩出现;
10、 断桩作业时,由专人指挥挖机起吊作业。
(文章来自中车北京重工)
责任编辑:Keyi

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流















