





南方路机精品集料加工成套工艺技术的实际应用

2 集料标准化加工的关键技术和工艺
集料标准化加工的关键技术和工艺主要包括以下几方面:建立集料加工标准化加工工艺与设备;制定集料加工的规格质量监控指标和验收标准;研究集料加工用筛孔与关键标准筛筛孔的关系,确定集料加工用标准化筛孔并建立集料规格与加工用筛孔的关系;明确沥青混合料类型与集料规格的相互关系。

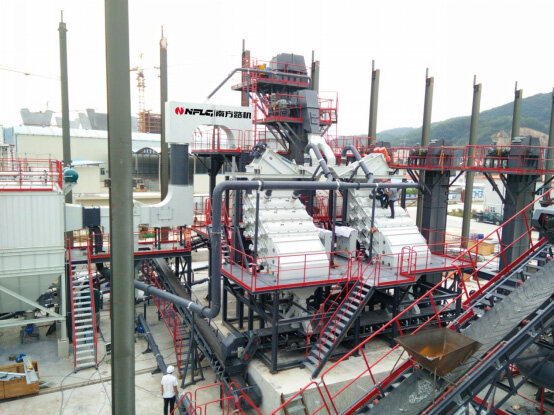
南方路机精品集料加工成套工艺技术

南方路机精品集料加工成套工艺技术
2.1 集料加工场地建设
集料加工场地需满足以下几方面的要求:
1. 集料加工企业需经过认真的料源调查,通过调查确定基岩的矿物组成、构造、储量、岩石密度、抗压强度、孔隙率、吸水率、耐磨性等。根据基岩特性是否满足相关规范技术要求来确定是否开采。
2.集料加工企业需拥有固定的宕口,基岩特性稳定,否则生产的集料质量不稳定;料源选取宜考虑就地取材的原则,可减少运距,降低成本。
3.采石场在生产过程中必须彻底清除覆盖层及泥土夹层,岩石覆盖层及泥土夹层对集料质量影响大;生产碎石用的原石不得含有土块、杂物,否则集料含泥量或泥块含量将难以控制。
4.盖山土、风化岩层(或不合格的岩层)清除范围距爆破影响线至少10m,人工配合装载机械进行块石分选,确保块石不混杂泥块或不合格岩石。
5.加工现场集料堆放场地地面须硬化;部分集料加工场地未硬化,导致土、杂质易混入集料中,影响集料的洁净度和质量。
6.场地应具有足够的面积来保证其布局合理,加工好的各类集料分开堆放,且分隔要清晰,否则不同规格集料易混放,造成级配不稳定,离析等,影响使用效果;加工场需设有专用的石料堆放场和块石分拣区;设置专用废料堆放场地,避免废弃料混入集料中,影响集料质量和使用效果。
7.做好场地内及四周的排水设施,以免水淹没集料,增加集料含水率,沥青拌和楼中难以加热到预定温度,影响集料与沥青的粘附性。
2.2 集料加工工艺
石料的加工,就是选择优质的原材料,经过破碎、筛分最终形成我们所需要的产品。加工产品的质量主要有两个大方面:一是材料自身性质所决定的质量;二是加工工艺影响材料规格、形状、含泥量等指标的变化。材料自身性质的质量在石场的选址过程,通过探明储量、取样分析石料性质等手段较易控制。加工过程影响质量主要有三个方面:一为加工工艺流程;二为振动筛配筛;三为加工过程加工机械的调试。
理想的集料是有坚硬棱角、粗表面纹理、近似立方体形状、有优良级配曲线的洁净碎石,为了满足上述要求,碎石加工工艺流程一般为:喂料机→鄂式破碎机→圆锥机→反击破碎机→振筛机→成品。
1. 集料加工工艺流程
在集料加工中,喂料机装入的为岩口开炸出的片石,其中含大量的泥土,因此,在鄂式破碎机和圆锥机之间宜加入筛孔为10mm的振动筛,将绝大数的杂质筛除,以保证进入圆锥机块石的洁净。另外,在鄂式破碎机和圆锥机、圆锥机和反击破碎机之间增装有储料仓,目的有两个:一是当流程后段发生机械故障时,前段仍可继续生产,有提高产量作用;二是保证供应给碎石机的石料均衡稳定,从而保证成品料颗粒形状、颗粒级配稳定。在圆锥机和储料仓间安装振筛机,将从圆锥机出来的碎石选样3cm~5cm碎石进入反击破碎机,碎石规格选样的理由是如果过大会降低反击破的生产效率;过小会使未经反击破碎进入31.5mm档以下的颗粒过多,造成集料针片状的加大。为了获得洁净的石料,需在反击破碎机前安装除尘设备,在振筛机皮带出口安装了除尘设备。集料加工的工艺流程为:
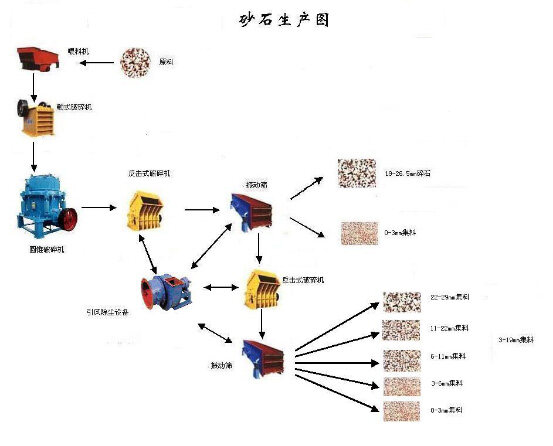
图:碎石生产工艺流程图
图:碎石生产工艺流程图
2.碎石设备的调整
生产出石料的规格除了和振动筛的配筛有密切的关系外,和反击破碎机的机械结构也有很大的关系,因此为了生产出优良级配曲线和保持曲线的稳定性,对反击破碎机生产前调试和生产过程中的调整相当重要。反击破碎机上有两块反击板,形成两个破碎腔,调节套筒螺母,可改变反击板和板锤之间间隙,从而改变集料粒径,通常第一反击板间隙较大,作为粗碎部分,第二反击板间隙小一些,作为中细碎部分。正常生产前调整两块板间间隙,使生产出石料符合预定的级配曲线。在生产过程中,利用停机间隙,加以校核,使板间间隙始终和初始间隙保持一致。通过以上措施的处理后,在沥青混凝土生产过程中能保持生产过程中材料通过关键筛孔的通过率相对稳定。
南方路机精品集料加工成套工艺技术

南方路机精品集料加工成套工艺技术
2.3 集料分级
根据国家现行《公路沥青路面施工技术规范》,粗集料应该洁净、干燥、表面粗糙,级配应符合表1的规定。当单一规格集料的指标达不到表1要求,而按照集料配比计算的指标符合要求时,工程上允许使用。在研究中发现现行规范中S7、S8、S9、S10四档料在工程应用中级配难以控制,增加了S7C、S8C、S9F三种集料规格。
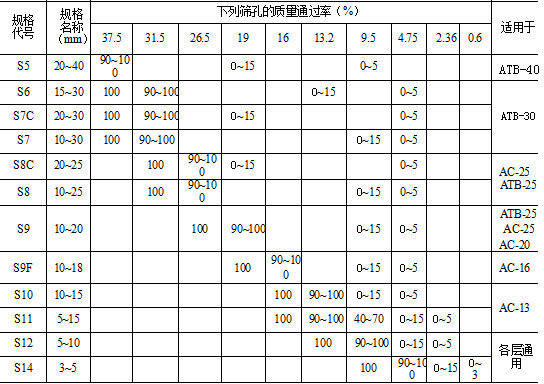
表1:沥青混合料用粗集料规格
表1:沥青混合料用粗集料规格
根据国家现行《公路沥青路面施工技术规范》细集料应洁净、干燥、无风化、无杂质,并有适当的颗粒级配,应符合表2的规定。细集料的洁净程度,天然砂以小于0.075mm含量的百分数表示,石屑和机制砂以砂当量(适用于0~4.75mm)或亚甲蓝值(适用于0~2.36mm或0~0.15mm)表示。表3中,对于机制砂的级配提出了更高的要求,其目的是能满足各种混合料的级配要求。对0~2.36的细集料提出了级配范围的控制要求。
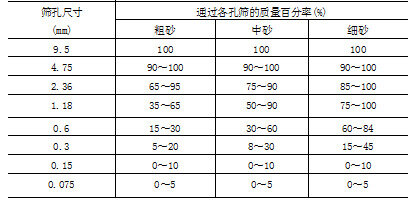
表2:沥青混合料用天然砂规格
表2:沥青混合料用天然砂规格
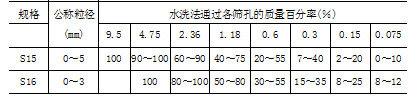
表3:沥青混合料用机制砂或石屑规格
表3:沥青混合料用机制砂或石屑规格

南方路机精品集料加工成套工艺技术
广东省沥青路面工程常用集料规格有S7C、S8C、S9、S9F、S10、S12、S14、和S16。
注意混合料类型与集料规格的关系,根据混合料类型来加工和选用集料的规格,是混合料设计和路面施工质量监控的重点。

南方路机精品集料加工成套工艺技术

南方路机精品集料加工成套工艺技术
2.4 集料加工关键技术
从集料加工过程得知,影响集料粒径和级配的因素有:筛网的筛孔尺寸,筛网的傾角,筛网的长度、振幅和频率,以及反击破碎机上反击板与板锤之间的间隙。每台反击式破碎机通常有两个破碎腔(有的只有一个),在粗破碎腔上反击板与板锤之间的间隙较大;在中、细破碎腔上反击板与板锤之间的间隙小一些。这两个间隙可以通过套筒螺母来调整。筛孔尺寸的选定是关键因素,一旦筛网装上去,只有上述两个间隙可以调整,其他因素都难以改变了。集料加工的关键技术是准确地选定筛孔组合和准确调试、监控反击板与板锤之间的间隙。
各种规格集料在其公称最大粒径对应筛孔的通过率,由选定的筛孔尺寸来控制。而S11在9.5mm和S15在2.36mm筛孔的通过率只能通过调试反击板与板锤之间的间隙来调整。
2.4.1 集料加工筛孔网配置
只有了解了集料加工场的碎石生产工艺及原理,才能对集料加工场进行合理化配筛。碎石集料加工场就是根据设计的路面结构型式选择碎石生产线的筛孔,以便能在石场对碎石规格初步分级,使备好的几种材料适用,为优化配比设计提供可能。沥青混合料质量由标准筛控制,但是集料加工和拌和楼上使用的是振动筛。集料加工的振动筛筛板有倾角(通常为24°),在集料加工流水线和拌和楼上装上标准筛网眼的筛板,并不能准确、直接地控制预定目标级配线上关键筛孔的通过率。集料加工的目的,是用几个适当规格的集料,配出以标准筛各筛孔通过率控制的目标级配混合料。集料公称最大粒径对应筛孔的通过率在级配控制中起着关键作用,可用一种规格集料来控制其公称最大粒径对应的标准筛筛孔的通过率。间歇式拌和楼通常使用4-5种规格集料,每一种混合料只能直接控制4-5个标准筛筛孔的通过率,振动筛筛孔的选择相当关键。
当石场储量足够大时,通常将中、下面层所用集料一起加工,将两者分开加工的方案是不合理的;抗滑磨耗层所用集料则应单独加工。
集料生产线上的筛网是振动筛,振动筛有倾角,欲控制选定标准筛筛孔的通过率,则集料加工所用筛的筛孔必须比对应标准筛筛孔大,更不能比标准筛筛孔小。将标准筛筛孔直接用在集料加工生产线上,是达不到控制目的的,甚至是错误的。一种混合料应控制的标准筛筛孔,即关键筛孔,包括其公称最大粒径对应的筛孔,以及比公称最大粒径小的筛孔,从2.36mm开始按2倍递增的各筛孔。据此可以确定中、下面层集料加工时应控制的一组标准筛筛孔,也可以确定抗滑磨耗层集料加工时应控制的另一组标准筛筛孔。
通过大量研究和实践,已找到与上述两组关键标准筛筛孔对应的集料加工生产线上所用的两组筛孔,对应关系如表4所示。
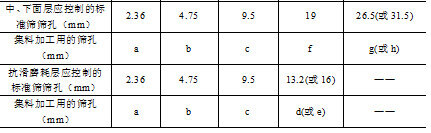
表4:集料控制标准筛筛孔与加工用筛孔的关系
表4:集料控制标准筛筛孔与加工用筛孔的关系
注:字母a至h,代表8个按从小到大顺序排列的数字,是集料加工用方孔筛筛孔(即标准化筛孔)尺寸,根据规格集料的公称最大粒径,用课题组提出的公式计算出来。集料加工用筛孔与振动筛边长、倾角、筛的振幅等有关。
2.4.2集料规格与集料加工用筛孔的关系
沥青面层AC-25和AC-20预定的目标级配线上有12个筛孔,而加工的集料通常只有4~5档,故只能选4~5个筛孔来控制。
在标准筛系列筛孔(1.18 mm及其以下的不计) 2.36mm、4.75mm、9.5mm、13.2mm、16mm、19mm、26.5mm、31.5mm、37.5 mm 中,2.36mm、4.75mm、9.5mm、19mm、37.5mm 这5个筛孔从小到大符合按2 倍逐渐递增的规律,这是制定筛孔系列的本意,故应从中选定要控制的筛孔。
19mm是中面层的标准最大粒径,是关键筛孔。因13.2mm和16mm是上面层2种混合料的标准最大粒径;26.5mm和31.5mm是下面层2种混合料的标准最大粒径。应根据上面层混合料类型在13.2mm和16mm中选择其一;根据下面层混合料类型在26.5mm和31.5mm中选择其一。由此可见,在中、下面层用料结合起来加工时,应控制的标准筛筛孔有2.36mm、4.75mm、9.5mm、19mm和26.5mm(或31.5) mm。集料加工时,用22mm和30mm、11mm和22mm、6mm和11mm、3mm和6mm、0和3mm组成的套筛进行筛分,集料在26.5mm、19mm、9.5mm、4.75mm、2.36 mm 筛孔的通过量分别为90%∽95%、90%∽95%、90%∽95%、75%∽80%、90%∽95%。中、下面层集料加工所用振动筛筛孔为3mm、6mm、11mm、22mm和30mm(或35) mm。用这组筛加工集料时,当下面层所需的22mm和30mm(或22mm和35) mm料备足后,卸下30mm(或35) mm 筛板,继续加工其他档料。
在石场储量充足的情况下,通常将中、下面层用料结合起来加工,选用一组筛,而将上面层用料另行加工,选用另一组筛。在中、下面层集料加工所用的筛孔组中,有1个筛孔十分重要,通过合理选择,可使下面层混合料所需的最粗一档料备足以后,卸掉已用筛组中孔眼最大的1个筛板,继续加工中面层用料。这样就可以使碎石集料加工场的生产有序、合理,也确保了生产的集料质量。
通过大量实际工程的集料加工,总结出各种集料规格与加工用筛孔的关系如表5所示。
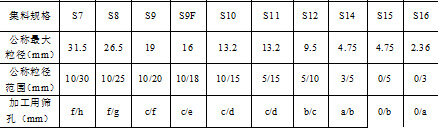
表5:集料规格与集料加工用筛孔的关系
表5:集料规格与集料加工用筛孔的关系
表5表明用一对标准化筛孔,例如c/f,通过调试和监控破碎机反击板与板锤之间的间隙,即可生产出一种级配符合S9要求的规格集料,而用表示公称粒径范围的一对筛孔(例如10/20)却达不到目的,是现行施工规范存在的一个不足。
当路面结构包含四个沥青层,如AC-20、AC-25和AC-30(或ATB-30)时,最先加工的五种规格集料应为S7、S9、S12、S14和S16,待S7加工数量足够以后,将S7改为S8继续生产。
用于抗滑磨耗层的主要两种混合料为,SMA-13的均匀性优于SMA-16,原因是用S10(或S11)、S12、S14和S16四种规格集料直接控制着连续相邻的13.2mm、9.5mm、4.75mm和2.36mm四个关键筛孔的通过率,使SMA-13混合料的级配得到有效控制;而SMA-16混合料用S9F、S12、S14和S16这四种规格集料,直接控制16mm、9.5mm、4.75mm和2.36mm这四个筛孔,其中13.2mm筛孔仅靠间接控制,级配控制效果减弱了。因此,可通过集料加工方案的调整来改善SMA-16混合料的均匀性,即先加工S9F、S12、S14、S16四种规格,当S9F数量够了以后,将筛孔e改为d,即将S9F改为S10继续生产,这样SMA-16混合料就可以用五种规格集料,使13.2mm筛孔的通过率也得到直接控制。
通过对集料加工场筛孔与集料关键筛孔相关性分析,集料加工场和沥青混合料拌和楼的推荐套筛设置见表6。

表6:沥青混合料用集料推荐筛孔设置
表6:沥青混合料用集料推荐筛孔设置
从表6可知推荐配筛的优点有: ①6mm的振动筛对应于4.75mm标准筛,它是粗、细集料的分界线;② 3mm的振动筛对应于2.36mm的标准筛,这是控制细集料级配的关键筛孔之一;③使沥青拌和楼2#仓的料在2.36mm、1.18mm、0.6mm、0.3mm筛孔的通过量不致太少,从而能与1#仓的料及矿粉(和水泥)一起参与调整细集料的级配,保证该范围级配曲线的连续性和光滑性,有利于保证混合料的密水性和表面纹理的均匀性;④使下面2层或3层筛固定,缩短换筛的时间。
对拌和楼而言,上述筛孔组在中、下面层交替施工时使用,施工中面层时,不输入22mm、30mm规格的集料。当下面层施工完毕,单独施工中面层时,可将35mm 筛板卸下,并将22mm筛板换成30mm筛板。上述筛孔组配置,要求拌和楼有5个热料仓和5个冷料仓。
以上配筛方案在近年多个高速公路路面工地中采用,行之有效,取得了显著的经济效益和社会效益。路面质量良好,没有发现沥青路面常有的泛油、坑槽和车辙等病害。由于沥青路面集料加工场配筛与拌和楼配筛合理化对应,生产过程中减少了集料加工场材料损耗和拌和楼溢料损耗,能节约2%碎石材料。
责任编辑:Yaodl

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流




















