





挖掘机动臂支座结构及焊接工艺的改进

为防止挖掘机动臂支座焊接时产生较大的焊接变形,需要在动臂及动臂缸安装部位预留适当的加工余量。为了控制动臂支座焊接变形量并达到取消加工余量的目的,经研究,我们决定对动臂支座结构和焊接工艺进行改进。
1.改进结构
(1)改进前的结构
动臂支座改进前的结构如图1所示。其立板先与筋板1焊接后,再与加强板1焊接,采用这种结构和焊接方法,必将加大立板的焊接变形量。此外,由于加强筋板1面积较小,导致焊接应力集中、焊接变形也较大。
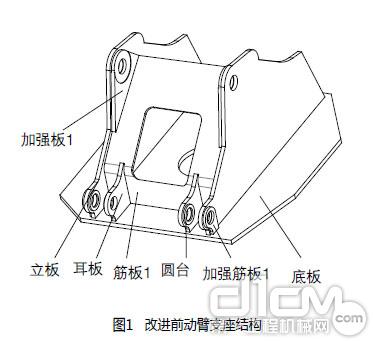
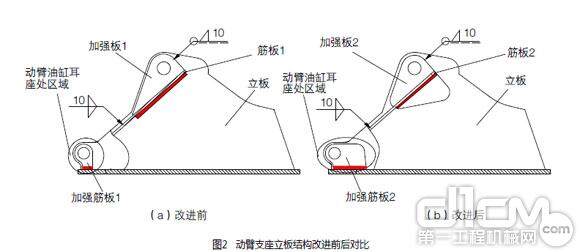
改进前加强板1、加强筋板1和耳板平面均需留出2m m加工余量。焊接前,还需将其送到加工中心加工出端面和圆形凸台,该加工过程所用工时为75min(销孔在动臂支座焊接完成后加工,所用工时另计)。如图1和图2(a)所示。
(2)改进后的结构
改进方案如下:将加强板1改为加强板2的形状,并将筋板2直接焊接在加强板2上,相当于增加了立板的厚度;将加强筋板1改为加强筋板2的形状,即相当于增加了立板动臂缸耳座区域的厚度。经过上述改进,立板产生的焊接变形将缩小到允许范围,由此可取消加强板2、加强筋板2和耳板的加工余量,并取消其圆形凸台。如图2(b)所示。
此外,动臂支座板材(如立板、加强筋板和耳板等)的平面度应控制在1mm以内。
2. 改进焊接工艺
(1)确定焊接顺序
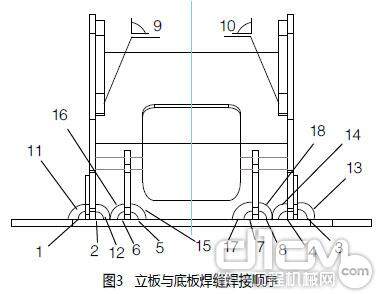
改进后,动臂支座焊缝焊接顺序本着先外后内、对称焊接的原则进行。具体焊接顺序是:先将2块立板、2块耳板与筋板进行铆焊和定位焊接,使其形成一个组合体,再将这个组合体铆焊定位于底板上,最后完成全部焊接工作。立板与底板焊缝焊接顺序如图3所示。
(2)确定焊接工艺参数
改进后, 需确定动臂支座的焊接工艺参数。经研究,决定采取熔化极C O 2气体保护焊(M A G135),电流种类和极性选择为直流正接(DCEP/+),焊丝直径为1.2mm。其余工艺参数是:序号1~8部位的电流为200~220A,电压为20~24V,气体流量为12~18L/min;序号9~18部位的电流为260~280A,电压为25~30V,气体流量为15~18L/min。焊接工艺参数如附表所示。

(3)确定主要尺寸
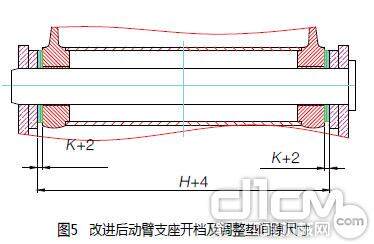
按照确定的焊接工艺进行动臂支座焊接试验,焊后使用三维坐标仪检测动臂支座铆焊和正式施焊后的相关尺寸,测量出焊接变形收缩量。经测量,动臂缸耳座部位焊接收缩变形量稳定在1.8mm之内,动臂安装座收缩变形量稳定在1~4m m之间,均达到预期的可控值。据此,可对原动臂缸耳座部和动臂安装座的调整垫间隙进行确定,其计算方法如下:
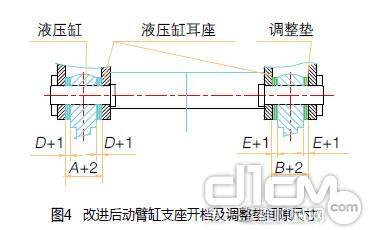
动臂缸支座开裆尺寸需加上最大收缩变形量2mm,即支座单边各增加1mm调整间隙,如图4所示。动臂安装座开裆尺寸需加上最大收缩变形量4mm,即动臂安装座单边各增加2mm调整间隙,如图5所示。
(4)设计和制作铆焊工装
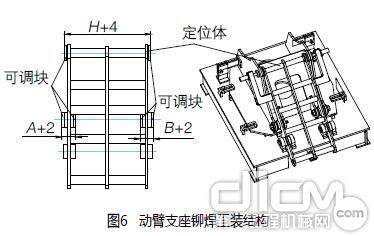
铆焊工装对保证产品尺寸起到至关重要的作用。动臂支座的铆焊工装,需按照其焊接工艺、焊接变形收缩量及所确定的主要尺寸进行设计和制作。动臂支座铆焊工装结构如图6所示。
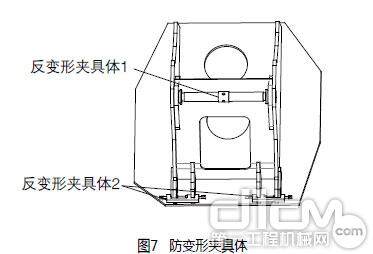
为了准确控制动臂支座变形量,根据其焊接变形规律,设计出防变形夹具,如图7所示。要求焊接前将该夹具装夹到位,直至焊接完成,待整个动臂支座缓冷以后才可去掉该夹具。
(5)设计并制作专用检具
为了对焊接后的动臂支座进行快速检测,以确定其是否满足安装尺寸要求,需设计并制作专用检具。
3. 改进效果
按照改进后的焊接工艺加工的动臂支座,其装配质量符合技术要求。每个工件在加工中心加工可节省75min,大大提高了生产效率,降低了生产成本。
责任编辑:Quasimodo

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流




















