采用自动化高速电弧喷涂技术再制造发动机曲轴箱轴承座,涂层厚度0.6mm。单件喷涂时间由手工操作1.5h缩短为20min。耗材小于箱体重量的0.5%,费用小于箱体价格的1/10。
超音速火焰喷涂用于冷轧张力辊的复合制造与再制造
超音速火焰喷涂(简称HVOF)是利用可燃气体在氧气助燃下释放的化学能为热源,燃气在特殊结构的喷涂枪中形成超音速焰流使喷涂粉末以熔融状态高速撞击到工件表面制备出喷涂层。超音速火焰喷涂的特点:具有高的喷涂粒子速度和相对较低的温度,特别适合于喷涂WC等金属陶瓷材料;喷涂层的压应力结构有利于制备较厚的涂层;喷涂效率高,燃气价格较低,经济性好。
超音速火焰喷涂已用于冷轧张力辊新品的复合制造和旧品的再制造。下图中张力辊的母材是Q345B,过去辊表面镀铬,现在用超音速火焰喷涂制备WC涂层后,使用寿命提高3~4倍,环保效果显著。

用高速电弧喷涂制备水陆坦克
4.3 电刷镀
原理:电刷镀是一种无槽液相电沉积技术。镀液中的金属离子在工件(阴极)上沉积,镀笔的运动可提高电流密度并有利于氢气排出。
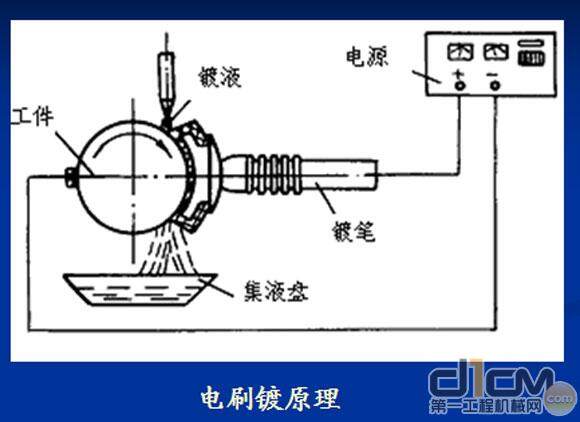
电刷镀原理
分类:以镀积金属的特性为命名基础,辅以复合镀时添加的颗粒名称。如快速Ni/n-SiO2电刷镀,快速铜电刷镀等。设备购置费约3.9万元。
适用条件:
1. 补偿尺寸:理想为0.2mm一下,最大3mm(需多层夹心镀)。
2. 外圆和平面镀积面积可大可小。内孔以镀笔能伸入、镀液易流动为原则。
3. 镀积尺寸便于控制,如快速镍沉积率0.5~10μm/min,设备上有安培小时计。
4. 基体温度常温态,零件不变形。
5. 通过选择镀积金属或添加纳米颗粒来调节表面性能。
6. 镀层与基体属外延式联生结晶,结合强度300MPa级。
7. 常用于零件上与滚动轴承内外圈的配合面、密封件配合面、花键侧面等,不宜用于受交变负荷的表面。
8. 便于现场施镀,便于对设备局部解体施镀。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















