2.2 药芯焊丝埋弧堆焊用于冶金连铸辊制造与再制造
表面工程的最大优势是能够以多种方法制备出优于基体材料性能的表面功能薄层。表面功能薄层的厚度仅是工件整体厚度的百分之一到几十分之一,但却使工件表面获得比基体材料更高的耐磨性或抗腐蚀性、耐热性等。表面工程技术用于热成型部件的制造与旧品再制造,其节能、节材效果非常突出。
药芯焊丝通过改变芯部药粉的种类、比例,可以很容易改变堆焊层的性能,药芯焊丝作为一种连续填充的材料,使堆焊生产效率大大提高。下图是以0Cr13Ni4MoN系列药芯焊丝堆焊的连铸辊。
2.3 等离子喷焊技术应用于新阀门制造和旧阀门再制造
粉末等离子喷焊是利用压缩等离子弧产生的高温熔化金属粉末,在工件表面形成一层与基体冶金结合的、具有特定性能熔覆层的表面堆焊技术。和手工电弧堆焊、埋弧堆焊、钨极氩弧堆焊相比,粉末等离子喷焊具有电弧能量集中、堆焊层稀释率低、焊层硬度均匀、适用材料范围广、堆焊材料消耗少、喷焊设备机械化及自动化程度高、堆焊速度快、质量稳定等优点,适合用于大批量制备高合金、有色金属合金焊层。等离子喷焊技术已在大型气阀、高中压阀门密封面、钻杆耐磨带、玻璃模具制造及再制造等领域得到广泛应用。
2.4 激光熔覆技术再制造螺杆压缩机阴阳转子
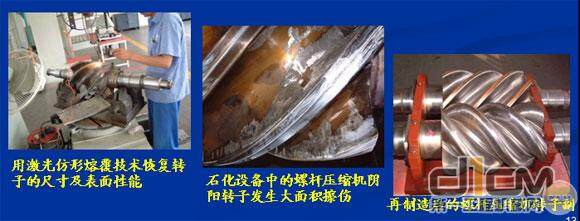
激光熔覆技术再制造螺杆压缩机阴阳转子
以高能量密度的激光为热源,将零件表面预置的或与激光束移动同步输送的合金材料熔化,在零件表面形成熔覆层。激光熔覆层与零件基体为冶金结合且稀释率低,基体热影响区小,熔覆层与基体均无粗大的铸造组织,晶粒细小,组织致密,激光熔覆过程中基体温度不超过80 ℃,零件不易变形。激光熔覆技术已成功应用于电力、石化、冶金等行业高端技术设备的再制造中。
2.5 激光熔覆在矿山机械上的应用
矿山机械工况条件恶劣,零件表面磨损、腐蚀、划伤严重。采用大功率激光表面强化技术和特种耐磨自熔性合金粉末,对采煤机及掘进机截齿、综采液压支架不锈钢立柱、刮板机、齿轮传动箱中的失效零件进行再制造,特别是在截齿端部锥面及刮板机易磨损部位,制备了冶金结合、硬质点和高韧性金属材料复合的激光强化覆层,使其使用寿命提高2~4倍。
2.6 激光熔覆加等离子喷涂对烟气轮机叶片再制造
炼油厂烟气轮机叶片工况条件恶劣,承受腐蚀气体和多种硬质颗粒的冲蚀,损伤严重。采用复合表面工程技术先通过激光熔覆恢复叶片几何尺寸和力学性能,再用等离子喷涂提高叶片的表面性能,可使再制造后的叶片使用寿命超过原型新品。
4.2 热喷涂
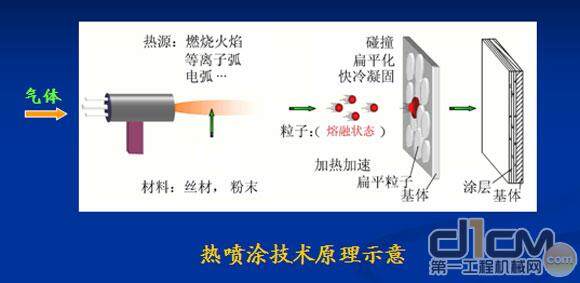
热喷涂技术原理示意
原理:以某种热源和焰流,在一定的喷涂距离内,将材料加热、加速成熔融状态的高速熔滴,当撞击到工件表面时发生粒子扁平化和快速冷却凝固而构成沉积层。
分类:以喷涂热源为命名基础,再冠以材质形态、焰流速度的特性。

 京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号
京公网安备11010502049281号 网络视听许可证0113658号 广播电视制作许可证20759号 客服QQ1355831837
客服QQ1355831837 















