全部
企业
产品
专题
图片
视频
新闻
共有10251条相关内容信息
日前,徐工筑路自主研发的XM101/XM50两款铣刨机已实现量产,打破了对进口产品的依赖,大幅降低了成本。 铣刨轮的研制是铣刨机的核心技术之一,一直以来,徐工XM系列铣刨机都是整体采购美国某金属公司的产品,成本高,制约了产品的盈利水平。自去年八月起,徐工筑路投入大量精力研究铣刨轮,采用新型刀头螺旋线排布,提高铣削和输料效率;改善了边刀的受力,减小刀头的磨损;使用焊接专机拼点刀座;改进了铣刨轮轴座的
铣刨鼓质量对铣刨机的寿命及施工环境影响很大,其刀具的焊接位置是否达到设计要求是铣刨鼓加工的一大难点。部分厂家采用的冲点焊接方法,虽然制造成本较低,但存在操作繁琐、可靠性低等缺点。针对目前国内铣刨鼓焊接出现的不足,我们开发出焊接铣刨鼓刀具新型工装装置。该装置打破了传统的冲点焊接方式,可使刀座及刀头位置排布精准,具有造价低廉、结构简单、易于加工、操作方便和可靠性高等优点。 1.结构及工作原理 焊接铣刨
今年"五一"期间,柳工多个单位和个人喜获国家级、省级、市级先进表彰。其中,柳工股份公司传动事业部变速箱厂加工中心班荣获"全国工人先锋号"称号。 加工中心班班长邓春福正在为班里员工讲解加工箱体需要注意的地方(田云 摄) "这是一支能打硬仗、善打硬仗的年轻队伍,新产品交给他们加工厂里放心,他们可都是变速箱厂的精英。"柳工变速箱厂副厂长郭宗阔向记者介绍说。当记者走进柳工变速箱厂箱壳车间加工中心班,一片繁
在压路机等施工机械中,有一些典型的锥孔类零件(见图1),其锥孔的孔径大且较深,若在卧式镗床上对其进行加工,则零件的加工精度和加工效率都难以得到保证,将严重影响部件的装配质量。 图1 带锥孔的零件 (1)零件的加工工艺分析该零件的材料为ZG310-570,其加工难点主要在零件内孔中的锥孔部分。以前的加工方法是:首先按照零件锥孔小端的直径尺寸镗削出直孔,然后用锥铰刀粗铰锥孔,在装配时再用精铰刀手工
6月19日,在广东省深圳市,徐工首台电动双轮铣槽机现场观摩会暨产品发布会隆重举行。线上、线下客户直击施工一线,两台徐工双轮铣槽机、三台徐工旋挖钻机正在轰鸣施工,全国首台电动双轮铣槽机——徐工XTC130EC位出道,客户点赞不断、夸赞不停! 性能,我们更领先! XTC130E双轮铣槽机是徐工全新开发的柴电双驱大型深基础地连墙施
6月5日,山钢股份营销总公司副总经理曾凡钊、宝钢钢贸徐州销售处总经理徐勋,山钢股份营销总公司冷热轧销售部部长李凯、厚板销售部副部长任继银,上海销售分公司冷热轧团队负责人王国栋,山钢日照公司热轧厂副经理孙丽荣、冷轧厂副经理马昊、厚板厂专家赵显鹏一行来访大明泰安加工中心。 现场拍图 大明泰安加工中心总经理陈剑铭、集团碳钢事业部总经理助理刘冲,泰安加工中心碳钢销售部部长韩强、供应主
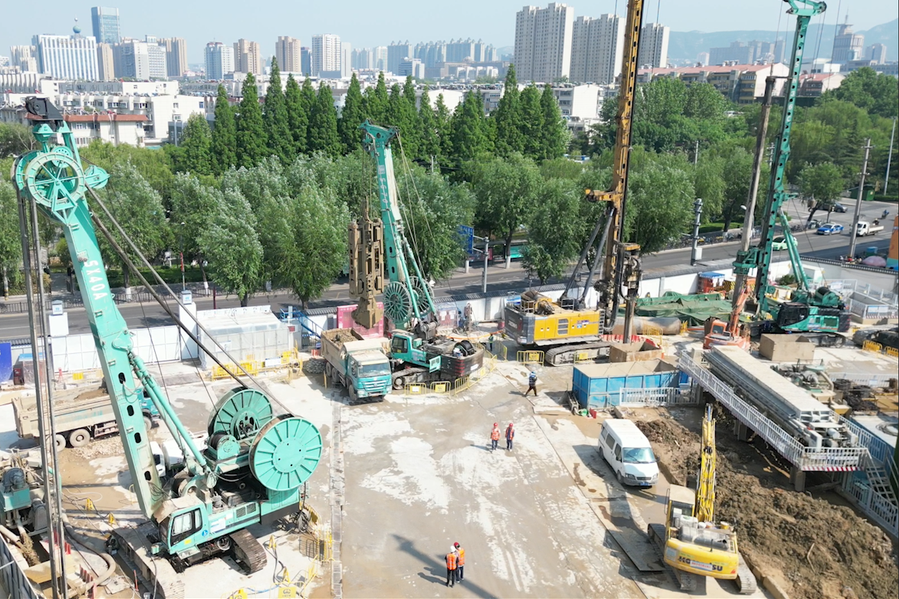
济南地铁6号线大明湖东站作为地铁建设的重要站点,其施工质量和效率直接关系到整个地铁线路的建成和使用。在这个关键项目中,上海金泰的拳头产品——双轮铣、旋挖钻机和液压连续墙抓斗发挥了重要作用,为地下连续墙的施工提供了强有力的保障。该项目于5月17日完成所有地连墙是施工作业,总计81幅,深度34m。 大明湖东站位于大明湖路与黑虎泉北路交叉口西南侧原东湖大厦地块内。该工程因工期紧、场地小
近日,金泰SX50/SX50S双轮铣在南中城际岐江新城站同时进行施工,施工效率之快,破岩能力之强为该工程服下两颗“定心丸”。该项目施工深度32~38m,槽宽1~1.2m。考虑到该项目时间紧任务重且32m至38m全为全风化花岗岩的地质特点,地层硬度超百兆帕;需通过旋挖引孔,抓斗辅助施工;目前金泰SX系列双轮铣在场施工效率不到24小时可能完成一幅墙,截至目前已完成45幅墙,共100幅。
设备:SX40H 槽深:60.8m 槽宽:1200mm 效率:40~60h/墙 施工工艺:旋+抓+铣 为进一步全面的解决地下施工难题,金泰推出最新软管排渣系统双轮铣SX40H,该工程于2024年1月30日提早结束施工任务,成功挑战超150兆帕、深度60.8m的超深地连墙项目。 金泰软管排渣系统双轮铣SX40H作业现场