深度!锂离子电池化成技术详解


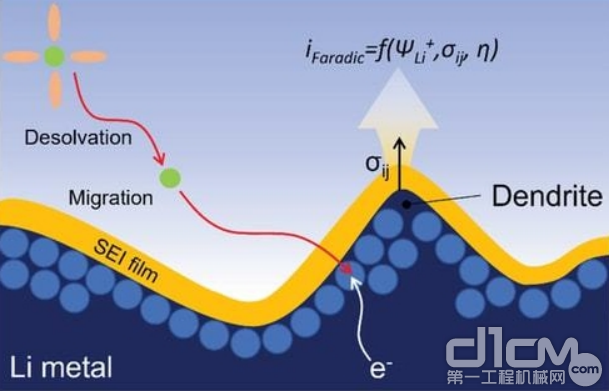
锂离子电池生产过程中需要进行化成,实现对电极的浸润及对电极材料进行充分激活。在首次充电过程中,随着锂离子在负极的嵌入,电解液成分在负极发生还原反应形成一层稳定的固体电解质界面膜(SEI膜),以防止后续循环过程中电解液和锂离子的不可逆消耗。
因此该技术对电池性能的意义非同寻常,化成的效果直接影响锂离子电池的后续性能表现,包括存储性能、循环寿命、倍率性能和安全性等。本文重点介绍化成分容技术参数/方法及其对电池性能的影响。
1.温度
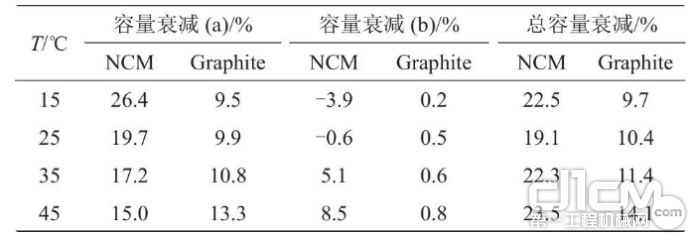
化成和老化温度对电极SEI膜的特性起决定性作用。关于化成温度,业界有着两种对立的研究结果。一方认为高温化成有严重的容量损失,化成温度上升,石墨负极电极容量损失归因于电解液组分的分解程度加剧。NCM正极由于动力学加快,容量损失下降,但低温化成后造成的容量损失在随后的常温循环过程中可部分恢复。因此高温化成对全电池并没有优势,正负极均表现严重的锂损失和石墨电极循环稳定性的下降。
另一方认为高温化成后,电池有着更高的放电容量和更好的容量保持率。通过探究不同化成温度下(25 ℃和45 ℃)LiNi1/3Co1/3Mn1/3O2/人造石墨电池的循环性能,结果显示不可逆容量损失从25 ℃的18.4%下降到45 ℃的10.5%。45 ℃高温化成有利于降低SEI膜阻抗和不可逆容量损失,1.077 mA/cm2大电流化成条件下的不可逆容量损失也仅为12.8%。同样在高温化成下具有更高的传输速率,一个更均匀的SEI膜可在石墨负极形成。
但是对于老化工序,普遍认为最合适的温度决定于前面化成的条件。比如在室温下化成,则5 ℃老化温度可以获得一个长循环性能;而5 ℃低温下化成时,45 ℃高温老化可以获得最好的循环性能。
2.外部机械压力
锂离子电池施加外部机械压力在已有文献报道中优劣势并存。优势包括更好的电极接触,更少的锂沉积,更少的气体产生和分布。劣势包括较低机械压力导致石墨膨胀的可能性和较高压力下隔膜不均匀孔闭合导致的变形,阻碍电池内部动力学。
如下图所示,当外部机械压力从0.05 kN增加到1.70 kN时,恒压充电阶段时间明显降低,而恒流充放电阶段时间并没有太大差距,整个过程通过增加外部机械压力能节约14.7%的化成时间。文章同时证明了高外部机械压力比高环境温度能更有潜力地降低电池化成时间,因此节省电池成本的可能性也更大。另外,当高温和高机械压力结合时,电池温度升高,能够抑制电池放热反应。

3.充放电电流
随着对石墨负极SEI膜的不断探究与认识,其组分和结构及对电极的重要性也逐渐清晰。EIS(电化学阻抗谱)研究发现石墨负极SEI膜阻抗在0.8~0.3V电压区间达到最大,且SEI膜在第1次嵌锂过程中完全形成。SEI膜分为内外两层,内层主要由无机物组成,包括Li2CO3、Li2O、LiF等;外层主要为有机产物,如烷基氧锂(ROLi)和烷基碳酸锂(ROCO2Li)等。
电极表面的反应是钝化膜形成和电荷转移的竞争过程,由于不同离子的扩散速度和迁移数,在不同电流密度下发生的电化学反应主体不同,生成的SEI膜也具有性质差异。因此,控制化成电流密度对于获得均匀、致密和稀薄的SEI膜尤为重要。而与高电流密度相比,低电流密度化成过程中形成的SEI膜含有更多的有机锂盐和更少的无机锂盐,能够将石墨电极更均匀地包裹,很好地保护电极材料。

4.充放电电压
电压范围的选择同样影响SEI膜的形成。当充电截止电压为3.6V时,由于SEI膜没有充分形成导致较差的循环性能;而当充电截止电压为3.7V的时候,SEI膜已完全形成,如果再增加截止电压并不会再提升电池电化学性能。
因此,3.7V对LiCoO2/C电池是最合适的充电截止电压。同样地,与4.2V的化成充电截止电压相比,NMC/石墨或Li/NMC电池充至3.6V或3.7V(50%SOC)时,随后的满电循环过程中容量差别也并不明显。

5.荷电态
电池荷电态(SOC)也经常作为重要的化成技术参数来优化。与上一部分的充放电电压紧密相关,比如在优化普通LiCoO2或者NMC电池充电截止电压时,充电至3.6~3.7 V代表着接近电池一般的荷电量(即50% SOC),从性能和化成时间方面考虑均是理想的选择。不同荷电态在老化过程中会导致不同程度的反应,影响SEI膜的性质,从而影响电池性能。25%荷电态在电池老化前后都表现出较大阻抗,且容量保持率较低,最好的性能对应的化成方式是先充电至100% SOC,后放电25% SOC,也就是电池保持75%的荷电态,结合室温进行老化,将获得最高的首次放电容量和容量保持率。
(来源:三一技术装备有限公司)
责任编辑:Keyi

买车卖车 养车维修 疑难故障 学大招
扫码加入BOSS团三一挖机群