





工程机械结构件自定位设计

工程机械结构件材料以低合金高强度钢为主,多采用薄板、中板,以厚度为4~50mm的板材采用最多。其主要包括冲压件、折弯件、机加工件、铸钢件、锻造件以及各种型钢等用于焊接的钢铁材料。自定位设计是工艺性设计的一个特例,它是相连接零部件依靠自身的边、角、槽口、突台作定位基准,与另一具有相反要素的零部件相连接的结构设计。本文从工程机械结构件的生产制造工艺角度,讨论结构件在焊接与装配过程中的自定位问题。
1.焊接自定位
焊接自定位多采用卯榫结构定位。采用卯榫结构能避免一些结构件的内部焊接,使内部结构通过卯榫结构转变为外部焊接,便于大批量的自动化生产与制造。其主要包括一般卯榫结构、折弯处的卯榫结构、板件与螺座的卯榫结构、防误卯榫结构、折弯处的留平面结构等5种。
(1)一般卯榫结构
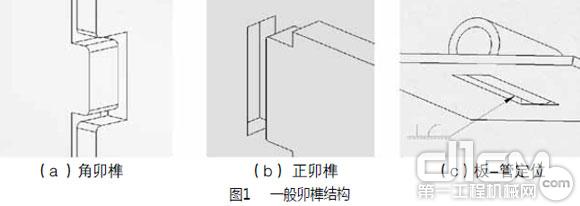
一般卯榫结构是在钣金零件上加工出卯眼与榫头,以便结构件组焊时能找正对齐。采用这种卯榫结构,找正与对齐不需划线定位,能有效避免人为组装时造成的误差。一般卯榫结构有3类,分别是角卯榫、正卯榫和板-管定位,如图1所示。
(2)折弯处的卯榫结构
当折弯板上需要增加一个顶丝螺座时,若在板件上平面焊接螺座,则会提高螺钉位置高度;若在外侧面焊接螺座,则可能受尺寸限制。遇到上述情况,可在折弯板折弯前预开孔或槽进行定位,如图2a所示。此结构可省去螺栓座定位尺寸的找平和对齐,且连接强度也容易保证。
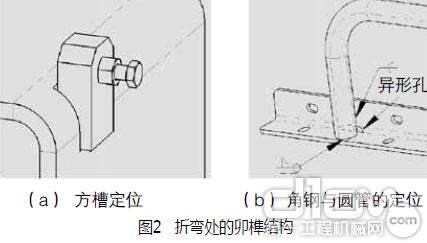
为了便于折弯角钢与圆管焊接前的定位,以使圆管圆柱贴合角钢内侧立面,圆管端面贴合角钢内侧水平面贴合,可在角钢折弯处开出异形孔,以抵消圆管的圆角,如图2b所示。
(3)板件与螺座的卯榫结构
板件与螺座的卯榫结构如图3所示。将开有圆孔的面板与开有方槽的立板组焊之后,即刻确定圆柱体螺座的位置。

(4)防误卯榫结构
为方便组装时分辨位置,避免误装,可以对结构相似的零件作出相应的三角形卯榫与梯形卯榫,如图4所示。

(5)折弯处留平面结构
折弯件折弯处榫头一般只能与折弯件外侧面平齐,再长就会被折弯破坏,起不到榫头作用。当然,分段折弯可以解决长榫头问题,但折弯工艺相对复杂。折弯处留平面结构如图5所示。

2.装配自定位
(1)长圆孔定位
使用螺栓连接两个组件时,若两个组件相应孔难以保证同心,其中1个组件(或两个组件)可采用长圆孔,如图6所示。若是多个组件连接,则可将中间组件的孔适当加大,以保证顺利连接。

(2)焊接螺母定位
在螺栓连接装配有困难时,不妨尝试组焊时预先焊接1个螺母,如图7所示。采用焊接螺母作定位工艺简单、拆装便捷,可减少连接件数量,不受空间限制,特别适用于封闭或狭小空间。

六角焊接螺母(GB/T13681)是一种带圆柱台阶的螺母,只需在板件上预留一个大于圆柱台的相应圆孔,即可作为焊接螺母定位孔。焊接螺母规格为M4~M16,焊接时焊缝可以为2段或3段。焊接螺母适应于不足以加工有效螺纹的板材,通常板材厚度在10mm以下。采用焊接螺母须注意一点:焊接螺母是低碳材质,不适用于高强度螺栓连接。
(3)特殊紧固件定位
半圆头方颈螺栓俗称马车螺栓,它依靠螺栓四方柱面与机件上的四方孔定位,再用螺母紧定。采用半圆头方颈螺栓,能起到快速高效连接的作用。此外,连接箱柜结构的零部件时,可采用簧片螺母(也叫U形簧片、夹片螺母、夹板螺母)、卡式螺母(也叫浮动螺母、笼式螺母)进行定位,如图8a、8b所示。

(4) 卡榫定位
卡榫在传统的竹木结构中普遍使用,在现代的塑料制品中使用也较多,将它应用到工程机械金属结构件中,可减少连接螺栓数量,且拆装方便。卡榫定位一般有腰卡榫与挂钩榫2种,如图9所示。
传统的工程机械结构件制造过程中,焊接工装与装配工装以及夹具费用较高,设计制作周期较长。采用自定位工艺设计不需工装,量具、夹具使用少,且定位快捷、方便,质量可靠。但自定位工艺设计属于非公差的配合设计,仅适用于定位精度要求不太高的零部件定位。
责任编辑:Quasimodo

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流



机器人焊接技能竞赛助力铁建重工打造具有工匠精神的技能人才队伍
在铁建重工2023年干部大会上,党委书记、董事长赵晖指出,要打造具有工匠精神的技能人才队伍。近日,铁[详细]2023-12-13 18:02

















