





谭俊:机械零件维修与再制造表面质量分析技术

【第一工程机械网 独家报道】2013年9月13日,以“格局演变与规则重塑”为主题的2013中国工程机械后市场发展论坛暨2013中国工程机械工业协会维修及再制造分会年会、2013中国工程机械学会维修工程分会年会在武汉玛雅海滩酒店隆重召开。维修工程分会理事长马世宁,维修及再制造分会会长杜海涛,装甲兵工程学院教授、中国工程院院士徐滨士,工业和信息化部节能与综合利用司综合处副处长王孝洋,中国工程机械工业协会会长祁俊,斗山工程机械中国区产品服务部总经理孙培楠,千里马工程机械集团股份有限公司董事长杨义华、同济大学汽车后市场研究所所长陈荣章,山东临工工程机械有限公司副总经理姚金军,北京天顺长城液压科技有限公司副总经理杨安等行业企业领导莅临会议,现场300多名企业代表齐聚一堂,共探后市场发展之道。

装甲兵工程学院再制造技术实验室谭俊作报告
装甲兵工程学院再制造技术实验室谭俊作了题为《机械零件维修与再制造表面质量分析与检测技术》报告,以下为第一工程机械网记者总结的文字记录:
机械装备在服役过程,因零件的磨损、腐蚀与疲劳会带来装备性能的下降或失效。机械零件的维修与再制造是恢复和提升装备性能的重要手段。

机械零件的维修与再制造
因而对恢复性维修的机械零件的质量分析与检测就显得尤为重要。
一般而言,机械零件制造质量检测的内容主要包括两大部分,一是零件尺寸形状的检测,二是零件性能的检测。
机械零件维修与再制造质量的检测同样也包括以上两大部分,其中,零件尺寸形状的检测与其制造时的检测基本相同,但零件性能的检测因零件维修与再制造过程中在零件表面增加了涂(覆)层,零件表面质量的分析与检测非常重要,且具有一定的特殊性。
机械零件维修与再制造表面质量分析与检测的内容主要包括:表面成分与结构分析、表面形貌与组织分析、表面残余应力检测、表面力学性能检测和表面耐腐蚀性能检测等。
1、表面成分与结构分析:
零件在尺寸恢复性维修与再制造中,由于维修与再制造的技术优势与特点,可选择与原零件相同的材料,也可选择比原零件更好的材料作为修复层。虽然涂层技术的不同,但修复层材料的成分与结构是决定修复层性能的重要因素。又由于修复层的厚度不同,其成分与结构的检测技术不同于均质整体材料。
常用的表面成分与结构的分析方法有X射线能谱分析(EDS)、X射线波谱分析(WDS)、X光电子谱分析(XPS)、俄歇电子谱分析(AES)及X射线衍射相分析(XRD)和电子衍射分析(ED)等,所用的分析设备见图1和图2。

图1 带WDS的电子探针 图2 D8 Advance型X射线衍射仪
成分分析可分为点、线、面三种类型,点分析常用于第二相的分析,线分析和面分析常用于元素的分析分析。不同成分分析技术的特点见表1。

不同成分分析技术的特点
利用真空镀膜技术可修复磨损的精密零件,其修复的尺寸厚度一般在几个微米及以下。图3是在钢基体上离子镀CrAlN涂层沿深度方向的成分分析结果,可以看出的涂层表面在大约4 μm深度的主要元素是Cr、Al、N。图4为真空沉积多层膜的成分分析,可以证实表面生成了Ni/Cr的多层结构。
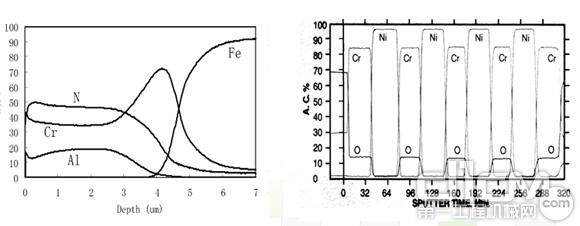
图3CrAlN涂层的成分分析(XPS) 图4多层膜的成分沿深度的分布(AES)
图5为硫酸盐体系电沉积Ni-P镀层的XRD分析图,可以看出镀层在45°附近形成的漫散峰,呈现出典型的非晶态结构。图6为纳米电刷镀的电子衍射分析实例,电子衍射花样显示镀层由Ni的基体和纳米Al2O3颗粒组成。

图5为硫酸盐体系电沉积Ni-P镀层的XRD分析图,图6为纳米电刷镀涂层的电子衍射图
2、表面形貌与组织分析:
零件尺寸恢复的涂层在制备过程中,不仅要达到设计的成分和结构,还应保证相应的组织。例如热喷涂层的孔隙率,纳米电刷镀层的晶粒尺寸和第二相分布,堆焊和激光熔敷层与热影响区的组织。表面形貌组织的分析方法主要有光学显微分析、扫描电子显微分析、透射电子显微分析、激光显微分析等。光学显微镜与电子显微镜的特点见表2。

光学显微镜与电子显微镜的特点
常用表面形貌与组织分析设备见图7和图8。

图7扫描电子显微镜,图8透射电子显微镜
图9为电刷层镍镀层在不同显微镜下的表面形貌和显微组织分析实例。

快速镍镀层的显微形貌
3、表面残余应力检测:
由于所采用的表面修复技术不同,在零件表面会产生不同类型和大小的残余应力。对于承受疲劳载荷和冲蚀磨损的零件,表面残余应力将明显影响零件的性能。
对于这类零件,修复与再制造后表面残余应力的是必须检测的内容。通常,为改善零件表面的应力状态,在完成涂层制备后还要进行相关的表面处理,如去应力退火、喷丸、表面光整等。
表面残余应力的检测方法主要X射线应力分析法和翘曲残余应力分析法等,其分析设备见图10和图11。

图10为Stress3000 X射线应力仪,图11为JLCST022翘起残余应力测试仪
X射线应力分析法是目前国际上最流行,也是最准确可靠的残余应力测量方法。金属中的应力测量是根据原子面间距大小反映应力大小的原理来实现的。通过X射线在分析部位的衍射来测量原子面间距,从而计算出金属表面的残余应力。
翘曲残余应力分析法。一般来说,在基材上沉积一层薄膜会造成试样整体结构翘曲,翘曲残余应力测试仪就是利激光束测量基材沉积后的结构翘曲,并运用Stoney’s equation来计算薄膜应力。试样应满足如下2个条件:试样弯曲程度远小于基底厚度;膜层厚度远小于基底厚度。
X射线应力分析法和翘曲残余应力分析法的特点见表3。

X射线应力分析法和翘曲残余应力分析法的特点
图12是装甲钢低温焊接焊缝应力的XRD分析实例,可以看出焊缝中心(L=0处)存在较大残余压应力,而热影响区(L=7附近)存在较大的拉应力。图13是不同类金刚石薄膜(DLC)的应力分析实例,可以看出DLC膜表面形成的

图12为装甲钢低温焊缝的应力分布;图13为不同类金刚石薄膜样品的残余应力
均为拉应力,当在DLC掺杂Cr时的应力最低。
4、表面力学性能的检测:
表面力学性能的检测是维修与再制造零件质量评价的重要内容。表面力学性能检测的主要指标有表面硬度、摩擦系数、耐磨性等。这些是工程上最为关心指标。对于表面硬度的检测,根据涂层厚度不同,通常采用维氏硬度法、显微硬度法和纳米硬度法。常用的硬度测试方法及特点见下表。

常用的硬度测试方法及特点
零件表面摩擦系数与耐磨性的常用测试设备有SRV磨损试验机、高温磨损试验机等。其测试设备如图13和图14。

图13为显微硬度仪,图14为UMT-3多功能高温摩擦磨损试验机
图15 是Fe90合金熔覆层截面显微硬度测试实例,可以看出熔覆层的硬度大约为HV750,明显高于基体的硬度,有可能提高修复零件的使用性能。图16不同表面涂层与铜的摩擦系数系数测试实例,可以看出CrN涂层与铜的摩擦系数最低,可较好地防护模具与铜件的粘着。

图15 是Fe90合金熔覆层截面显微硬度测试,图16为不同表面涂层与铜的摩擦系数
5、表面耐腐蚀性能的检测:
对于表面有耐腐蚀要求零件,修复与再制造后能否达到原技术要求,需要根据零件的腐蚀环境进行腐蚀性能的检测。通常腐蚀的环境有酸性、碱性、盐等,有的还有与应力与磨损复合的情况,如应力腐蚀和磨损腐蚀等。修复与再制造后表面耐腐蚀性能的检测方法有浸泡法、盐雾法、电化学腐蚀电流法、交流阻抗法等。其测试设备见图17和图18。

图17为盐雾腐蚀试验机,图18为电化学工作站
浸泡法与盐雾法是将零件放置于模拟的腐蚀环境下进行实际试验有方法,该方法较为直观,可在不同时间下直接观察零件的腐蚀状况,并进行对比评价,但方法的试验时间较长。其中,盐雾法是针对海水和海洋大气环境下零件耐腐蚀的评价方法,可分为常规盐雾试验法、加速盐雾试验和高温盐雾试验。
电化学腐蚀电流法和交流阻抗法是通过模拟腐蚀环境下零件的电化特性来评价零件耐腐蚀性能的方法。该方法的特点是可以给出零件的腐蚀电位、腐蚀电流和交流阻抗,从而评价零件腐蚀的倾向性和腐蚀速率,而且试验时间短,常用于零件修复涂层选择的耐腐蚀试验和腐蚀机理的研究。
图19中超音速等离子喷涂Al2O3-13%wtTiO2陶瓷涂层极化曲线和交流阻抗图测试实例,从图19(a)可以看出,陶瓷涂层经封孔处理后的腐蚀电位明显提高,即腐蚀的倾向性下降。从图19(b)可以看出,陶瓷涂层经封孔处理后的交流阻抗明显提高,即腐蚀的速度会明显下降。

图19 Al2O3-13%wtTiO2陶瓷涂层极化曲线和交流阻抗图
6、结语:
机械零件修复与再制造的表面质量分析与检测,是评价其质量的重要内容之一。对于尺寸恢复维修与再制造的零件,其表面质量的分析与检测尤为重要。在表面修复的设计时,通常要对表面涂层的成分结构及组织形貌进行分析,从而实现零件表面性能的恢复与提升。根据零件的工作环境和失效形式,还应修复与再制造零件(可样品)进行相应的性能检测,对磨损、腐蚀和疲劳环境下工作零件应分别进行耐磨性、耐腐蚀性和耐疲劳性评价。
完善的零件检测技术体系是损伤零件维修与再制造质量控制的重要手段,维修技术、再制造技术、检测技术构成了零件或装备延寿的技术基础,再加上寿命评估、健康管理、信息化技术应用等,将使我国工程机械的使用效益明显提高,对于可持续发展无疑是一种有效的支撑。
责任编辑:Eason

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流




















