





推土机铲刀提升缸活塞杆与耳环焊接工艺的改进

SD7型推土机铲刀提升缸的活塞杆钢材牌号为45Mn,耳环钢材牌号为42CrMo。其活塞杆与耳环采用焊接结构,但用户反馈,该型推土机铲刀提升缸活塞杆与耳环焊接处易于出现断裂,为此我们对焊接处断裂的原因进行分析,并提出了改进方法,现介绍如下。
1.断裂原因
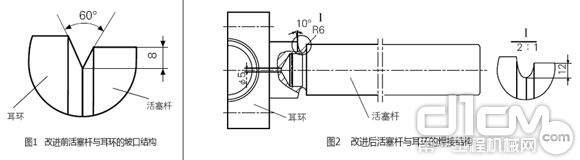
原活塞杆与耳环采用对接结构,活塞杆及耳环的焊接处开有V形坡口,坡口深度为8mm,坡口结构如图1所示。采用J707A焊条在常温下直接焊接,焊缝有效厚度为8mm。此种焊接方法加工工艺简单、成本低廉,但焊接强度较低。
从损坏活塞杆与耳环看,裂纹多出现在耳环侧母材的焊缝热影响区,断口呈光亮脆断特征,并在焊缝裂断处出现局部未熔合缺陷。焊接开裂的原因主要有以下4点:一是由于活塞杆与耳环采用对接形式,当活塞杆受到较大冲击力和弯矩时,导致焊缝受力较大且不均匀。二是对接坡口尺寸较小,焊接强度不够,且V形坡口锐角根部的焊道难以焊透。三是活塞杆、耳环均采用焊接性差材料,且极易产生淬硬组织的低合金中碳钢,导致焊缝塑性与韧性下降。四是施焊时没有预热,造成焊缝组织不良。
2. 焊接工艺改进方案
(1)改进连接结构
改进后连接结构如图2所示,共采取以下4项措施:一是将活塞杆与耳环由对接式结构改为插接式结构,以使焊缝受力均匀,且活塞杆受到弯矩时,插入部分也可承受较大的弯矩。二是将V形坡口改为U形坡口,避免产生未焊透等焊接缺陷。三是将焊缝有效厚度增大至12mm,以增加焊缝承载能力,并使焊接填充量合理。四是在耳环插孔上设置直径为5mm的通气孔,避免焊接处形成封闭腔,从而避免焊接时焊缝根部因受热而产生应力集中。
(2)改进焊接工艺
活塞杆与耳环仍采用原牌号的低合金中碳钢,但对焊接工艺进行了改进,重点采取以下措施:
一是提高焊缝金属的塑性和韧性储备,从而提高焊缝的抗裂性。原直径3.2mm的J707A型焊条抗拉强度(σb)大于690MPa,延伸率(δ5)大于15%,符合焊材与母材等强匹配原则,故仍使用该焊条。
为使其性能得到充分发挥,焊前对焊条进行350℃的烘焙,烘焙时间不小于1h。焊接时随烘随用,以保证焊缝的强度和韧性。
二是减少焊缝中的含氢量,以降低焊缝金属的冷裂倾向。焊接前须清除工件的锈蚀、水分、油污等杂质,同时还要对焊缝进行预热,预热温度220~250℃。
选用ZX7-315型直流焊机,反极性焊接,焊接电流为110~120A。焊接时须用短焊弧、窄焊道焊接。焊后应立即将焊件放入热石灰粉中缓冷,保温24h后取出,以将焊接应力减小到最低。
3. 改进效果
将活塞杆与耳环焊接后,用X射线探伤验证,未发现裂纹和未熔合等缺陷。金相组织有极少量铁素体和屈氏体,未发现淬硬的马氏体组织。该工艺焊接效果良好,已成功应用于推土机铲刀提升缸活塞杆与耳环焊接生产中。
责任编辑:Quasimodo

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流




















