摊铺机熨平板的两种装配模式

熨平板是摊铺机的主要工作装置,其结构复杂,零件多,装配技术要求高。传统装配摊铺机熨平板模式为固定工位拼装,在产量不大的情况下,这种装配模式尚可满足生产要求。随着摊铺机市场需求的扩大以及国产化程度的提高,传统装配模式已经无法满足产能和装配质量的要求,因此出现了流水线装配模式。
1. 固定工位装配模式
熨平板分为机械拼装式和液压伸缩式,其装配时固定工位分成5个,分别是振捣器装配、底板装配、框架装配、基础段装配、加长段装配。人员分别按上述工位固定,各工位的装配零件数量、装配时间参差不齐,场地比较分散,在生产调度上时间相差较大。
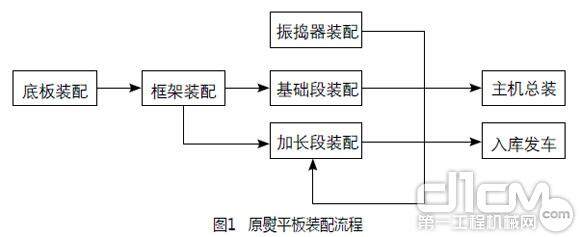
固定工位装配熨平板流程如下:首先,对振捣系统进行分总成组装后,将其分别转到基础段和加长段工位进行总装配;其次,对底板螺栓进行高频焊接后将其转到框架工位,在框架工位将底板与框架进行组装,同时将基础段连接成一体;再次,将框架工位组装好的组件转到基础段工位和加长段工位进行总装配;最后,将基础段总装配完成后与主机连接,将加长段总装完成后入库等待发车。如图1所示。
机械拼装式熨平板固定工位装配内容包括振捣器装配、底板装配、框架装配、基础段装配和加长段装配。振捣器装配即对连杆、支承、振捣轴、振捣梁等进行装配。底板装配即对基础底板、加长段底板螺栓进行高频焊。框架装配包括基础底板加热组件、基础框架与底板、基础段铰接、加长段底板加热组件以及加长段框架与底板的装配。基础段装配包括基础框架与悬挂系统、基础段振捣系统、基础段振动系统、基础段液压管路以及基础段盖板的装配。加长段装配包括加长段振捣系统、加长段振动系统、加长段盖板和加长段各段的装配。
液压伸缩式熨平板固定工位装配内容包括振捣器、底板、框架、基础段和加长段的装配。振捣器装配即将连杆、支承、振捣轴、振捣梁、高度调节装置进行组装。底板装配即对基础底板、伸缩段底板、加长段底板螺栓进行高频焊。框架装配包括底板加热组件、基础框架与底板、基础段铰接、伸缩段底板加热组件组装、伸缩段框架与底板组装、加长段底板加热组件以及加长段框架与底板的装配。
基础段装配包括悬挂系统液压缸、基础框架与悬挂系统合拢、基础段振捣器、伸缩段振捣器、伸缩段振动系统、基础段与伸缩段合拢的装配、基础段液压管路连接以及基础段盖板装配。加长段装配包括加长段振捣器、加长段振动系统、加长段盖板和加长段各段的装配。
从以上装配流程可以看出,2种结构形式熨平板装配工序大部分重合,仅有个别工序不同,其中机械式熨平板有21道工序,伸缩式熨平板有28道工序,其中重合工序20道。
2.流水线装配模式
为提高产能和装配质量,我公司决定对熨平板原装配方案进行改进提升,即采用流水线装配模式对熨平板进行组装。
(1)装配流程分析
固定工位装配模式是基础段和加长段分别进行总装配,由固定人员完成本工位的全部装配内容,完成一台后再装配下一台。在基础段和加长段2个固定工位装配中,有很多内容是相同的,如振捣器装配、踏板装配、盖板装配。不同的工序分别是基础段液压管路连接、加长段加长框架总长连接。针对于此,在设计流水线装配模式时,按照装配工序内容及装配顺序,对相同的装配工序进行合并归类,纳入同一流水线工位,再将不同的装配工序单独区分出来。
为突出流水线作业功能,需把基础段和加长段组件装配工序尽可能地剥离出去,并平衡、细分每个工位的工作量。同时将剥离出去的组件纳入原振捣器装配工位,同时对振捣器装配工位也进一步细化,形成多个独立单元,直接面向流水线相应工位。
底板螺栓高频焊、框架连接工序内容单一且比较集中,可以作为单独工位保留,以便其能成为流水线的起始工位。振捣器装配工位独立在流水线以外,与流水线并行,对应相应流水线工位输送分总成组件。
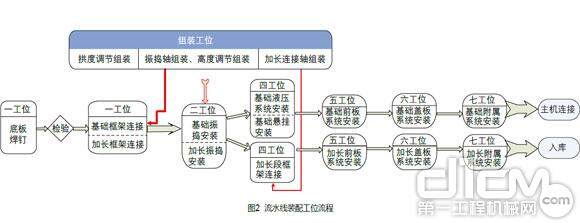
根据以上分析,决定对基础段和加长段以2条线并行的方式进行设计,并按照工位运行方式输出。流水线装配工位流程图如图2所示。由图2可以看出,该流程的工序较为简洁。将各工位装配经过细化后,完全可以保证流水线上各工序装配速度的平衡。
(2)流水线设计要点
熨平板装配规范要求,振捣梁安装后。其与底板间隙要保证均匀,在整个底板方向上误差不得超过0.3~0.5mm。所以在装配振捣轴和振捣梁的工序中,要配置平面度<0.3mm的装配平台。
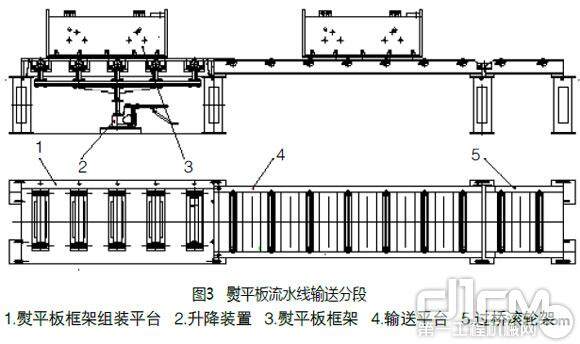
振捣轴、振捣梁安装工序对装配人员技能要求也很高,为此我们将此工序单独作为一个专业化装配工位,并专门为此设计了兼具输送功能的装配、输送两用平台。该平台作为输送线的一部分,当作为装配平台时,中间的输送滚轮低于平台平面。利用该平台平面,可进行熨平板框架装配。装配完成后,利用升降装置将输送滚轮升起,可将装配完成的框架输送到下一工位。
熨平板装配分成基础段和加长段2条线后,中间人员的穿行就会产生一定困难。为此在工位连接处设计了可掀起的过桥滚轮架,以方便人员穿行。
将流水线部件各工位模块化后,装配流水线即可由单个模块按工位需求及工序要求组合成一个整体。
采用流水线方式装配后,各相同及重复工序得到了有效整合,工件可以归类配送,人员可进行专业化装配,其优势表现在以下方面:一是可以简化工序,大幅提高装配效率,并可使作业人员从“多能”向“一专”转变。二是将装配线进行模块化灵活组合,便于管理者根据产能变化、工序瓶颈,及时调整生产节拍。三是可使零散的组件减少,流水线作业节拍加快。四是可使配送物料的效率和准确性得到极大提高。
责任编辑:Quasimodo

买车卖车 养车维修 疑难故障 学大招
扫码加群 BOSS团同行好友等你交流